New Project with Mesa 7I96 and THCAD-05
- acourtjester
- Offline
- Elite Member
-

Less
More
- Posts: 292
- Thank you received: 29
28 Jun 2021 14:51 #213146
by acourtjester
Replied by acourtjester on topic New Project with Mesa 7I96 and THCAD-05
Thanks Phillc see attached cartoon, I need to move to your side to understand things betterMy problems are due to no experience with linuxcnc, and conflicts between what I could do with Mach and UCCNC software. With Mach and UCCNC I had all the limit/home/floating head switches in series to one pin. The software looked at the operation and would respond to any switch trip (from that pin input) as connected to that operation. This was due to only 5 input pins so the combinations were needed to cover a varied input coverage. It is clear that Linuxcnc has a large group of input and output pins that can be used.It seems that some of the signals need to be addressed by different locations and names to be active. When testing the other day I could see the limit switch changing state in the Hal show, but when I moved the axis and tripped the switch, it did not respond to it. I will be testing more today with the table wired to the controller. Have funTom
Attachments:
Please Log in or Create an account to join the conversation.
- phillc54
-

- Offline
- Platinum Member
-

Less
More
- Posts: 5711
- Thank you received: 2100
28 Jun 2021 23:35 #213197
by phillc54
 Point taken...
Point taken...
Unfortunately I am not really the right person to discuss home/limit switches with. I have never used limit switches with LinuxCNC and the plasma table is the first time I have used home switches. Some here will say that home and limit switches are required, but I have not found that to be the case, although I must admit my lazy self likes the home switches.
I also have no experience with Mach or UCCNC so I cannot make any comparisons.
I would assume that having "all limits plus home" would require all N/C switches connected in series or all N/O switches connected in parallel and going on the fact that you see the state change in HalShow you must have the wiring correct.
Are you able to get the Power button to do the right thing yet? If so when you power up and press "Home All" do all axes move to their correct home position and the DROs all indicate by colour that they are homed?
Replied by phillc54 on topic New Project with Mesa 7I96 and THCAD-05
Unfortunately I am not really the right person to discuss home/limit switches with. I have never used limit switches with LinuxCNC and the plasma table is the first time I have used home switches. Some here will say that home and limit switches are required, but I have not found that to be the case, although I must admit my lazy self likes the home switches.
I also have no experience with Mach or UCCNC so I cannot make any comparisons.
I would assume that having "all limits plus home" would require all N/C switches connected in series or all N/O switches connected in parallel and going on the fact that you see the state change in HalShow you must have the wiring correct.
Are you able to get the Power button to do the right thing yet? If so when you power up and press "Home All" do all axes move to their correct home position and the DROs all indicate by colour that they are homed?
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-
Less
More
- Posts: 11990
- Thank you received: 4083
29 Jun 2021 00:34 #213199
by rodw
Replied by rodw on topic New Project with Mesa 7I96 and THCAD-05
I'm in the other camp and just wired in everything. When I look at the docs
linuxcnc.org/docs/devel/html/config/ini-...#_home_ignore_limits
I think you are better off setting up your system without limit switches and just share the home signal
and use this on all joints in your ini file HOME_IGNORE_LIMITS = YESYou will need to home each joint one at a time in your home sequence.
Otherwise from the link above, you will have to do a fair bit of plumbing in HAL to disconnect the limit switch inputs for the axes that are not being homed. I don't think you are ready for that until you can look at a 6 and see 15")
Its probably easier to rewire the home/min limit switch for each joint seperately and used HOME_IGNORE_LIMITS = YES. This lets you home multiple joints at once.
If you have max limit switches, they could be ignored or wired to seperate pins.
Also, life is pretty easier if you stop using PNCCONF at this point and edit your hal and ini files with a text editor by hand.
linuxcnc.org/docs/devel/html/config/ini-...#_home_ignore_limits
I think you are better off setting up your system without limit switches and just share the home signal
and use this on all joints in your ini file HOME_IGNORE_LIMITS = YESYou will need to home each joint one at a time in your home sequence.
Otherwise from the link above, you will have to do a fair bit of plumbing in HAL to disconnect the limit switch inputs for the axes that are not being homed. I don't think you are ready for that until you can look at a 6 and see 15
Its probably easier to rewire the home/min limit switch for each joint seperately and used HOME_IGNORE_LIMITS = YES. This lets you home multiple joints at once.
If you have max limit switches, they could be ignored or wired to seperate pins.
Also, life is pretty easier if you stop using PNCCONF at this point and edit your hal and ini files with a text editor by hand.
Please Log in or Create an account to join the conversation.
- acourtjester
- Offline
- Elite Member
-
Less
More
- Posts: 292
- Thank you received: 29
29 Jun 2021 01:30 #213203
by acourtjester
Replied by acourtjester on topic New Project with Mesa 7I96 and THCAD-05
Thanks for bot of you inputs. I have the switches all wired in series and it checks out as I switched the pin 13 to E stop and it triggered the e stop fine I will use that t move to the home selection for testing more inputs. With the way I did it before I had the home and limits as the same switch, The home button move the 3 axis to home, then later if any axis switch hit it was a limit. The UCCNC required to home as the first step at startup. I don't have a problem with no home switches and just using the switches as limits for safety. I do agree with a basic setup and then editing the file after. It does seem I will need to add more wiring for the addition circuits..
I will keep you in the loop and I will need help with the syntax for adding new lines to the files.
I will keep you in the loop and I will need help with the syntax for adding new lines to the files.
The following user(s) said Thank You: phillc54
Please Log in or Create an account to join the conversation.
- rodw
-
- Offline
- Platinum Member
-
Less
More
- Posts: 11990
- Thank you received: 4083
29 Jun 2021 09:03 #213220
by rodw
Replied by rodw on topic New Project with Mesa 7I96 and THCAD-05
But if you have a limit switch at the minimum travel end, you also have a home switch.. More on that later
Please Log in or Create an account to join the conversation.
- acourtjester
- Offline
- Elite Member
-
Less
More
- Posts: 292
- Thank you received: 29
29 Jun 2021 14:31 #213240
by acourtjester
Replied by acourtjester on topic New Project with Mesa 7I96 and THCAD-05
Short history of what I did and how it looked, this is the switch series I used in the past, not any more.
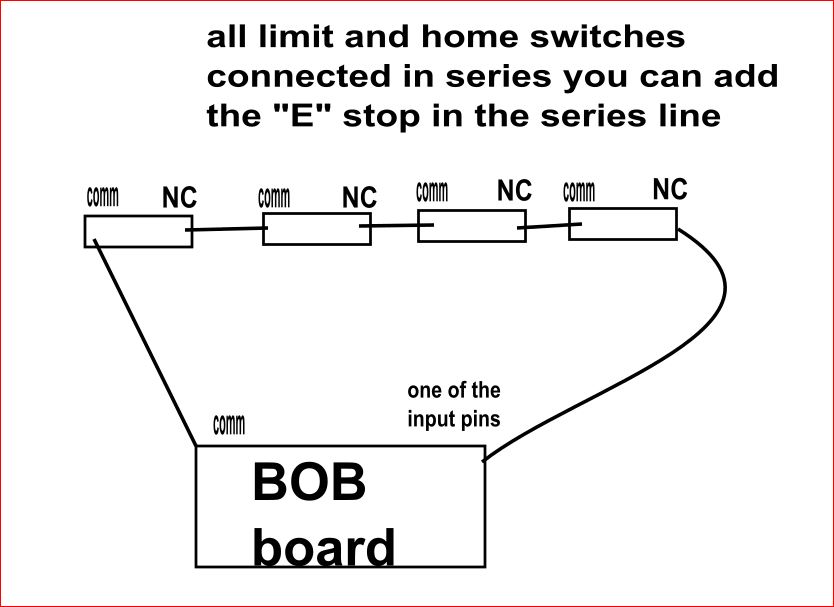
Here is the pins for the switches due to the lack of input pins.

the BOBs I used before only had 5 input pins, 3 used by the THC, one for home/limits and one for Ohmic sensor.
I need to conform to the pins use by Linuxcnc, and that is in the process at this time.
My setup now has a single switch for each axis, located on the moving parts, there is a switch trip at each end of travel for that axis. PhillC I Understand your position as to using the table I load the material and move the torch/router bit to a starting location and tell it that is X 0.0, Y0.0, and Z 0.0 and hit the go button. As I said the table with the UCCNC software it required you to home the table at the start. But then could be used by moving to the location of 0.0 and starting an operation. The main reason for the limits is safety.
Here is the pins for the switches due to the lack of input pins.
the BOBs I used before only had 5 input pins, 3 used by the THC, one for home/limits and one for Ohmic sensor.
I need to conform to the pins use by Linuxcnc, and that is in the process at this time.
My setup now has a single switch for each axis, located on the moving parts, there is a switch trip at each end of travel for that axis. PhillC I Understand your position as to using the table I load the material and move the torch/router bit to a starting location and tell it that is X 0.0, Y0.0, and Z 0.0 and hit the go button. As I said the table with the UCCNC software it required you to home the table at the start. But then could be used by moving to the location of 0.0 and starting an operation. The main reason for the limits is safety.
Attachments:
Please Log in or Create an account to join the conversation.
- bevins
-

- Offline
- Platinum Member
-
Less
More
- Posts: 1942
- Thank you received: 338
29 Jun 2021 17:54 - 29 Jun 2021 18:04 #213252
by bevins
Replied by bevins on topic New Project with Mesa 7I96 and THCAD-05
First things first.
Post your hal and ini files. If you see an input trip in halshow it most probably is in either the hal or ini.
/EDIT: I see you posted it in earlier post.
I dont think your wired correctly in your hal. Your joint limit switches are connected to a signal but not connected to an input.
Also you would need home-is-shared also in your ini.
I have never done it but thats what I think is wrong.
Your homing should work though, thats what it looks like to me.
Post your hal and ini files. If you see an input trip in halshow it most probably is in either the hal or ini.
/EDIT: I see you posted it in earlier post.
I dont think your wired correctly in your hal. Your joint limit switches are connected to a signal but not connected to an input.
Also you would need home-is-shared also in your ini.
I have never done it but thats what I think is wrong.
Your homing should work though, thats what it looks like to me.
Last edit: 29 Jun 2021 18:04 by bevins.
Please Log in or Create an account to join the conversation.
- bevins
-
- Offline
- Platinum Member
-
Less
More
- Posts: 1942
- Thank you received: 338
29 Jun 2021 18:22 - 29 Jun 2021 18:24 #213255
by bevins
Replied by bevins on topic New Project with Mesa 7I96 and THCAD-05
You have to set your limits and home correctly. They are not ok at the moment looking at your hal and ini files.
First of all, are you using normally closed? If so then you need to reflect that in your hal. and the switches should be wired in parralel.
You should combine your home and limits in hal and for each axis provide an input. Now you have no limits and all your home switches are on one input in hal.
OR, if you only have one input for everything then you need to fix that in hal and ini.
So what is the actual setup you want?
First of all, are you using normally closed? If so then you need to reflect that in your hal. and the switches should be wired in parralel.
You should combine your home and limits in hal and for each axis provide an input. Now you have no limits and all your home switches are on one input in hal.
OR, if you only have one input for everything then you need to fix that in hal and ini.
So what is the actual setup you want?
Last edit: 29 Jun 2021 18:24 by bevins.
Please Log in or Create an account to join the conversation.
- bevins
-
- Offline
- Platinum Member
-
Less
More
- Posts: 1942
- Thank you received: 338
29 Jun 2021 18:36 - 29 Jun 2021 19:09 #213256
by bevins
Replied by bevins on topic New Project with Mesa 7I96 and THCAD-05
Here is an example from a working machine with one input for each axis for home and limit:
This is a two motor gantry so if yours is not then ignore joint 1 and remove the - in joint 0 sequence.
**************** HAL FILE ********************
******************** HAL FILE*****************
# --- BOTH-HOME-X ---
net both-home-x <= hm2_7i92.0.7i76.0.0.input-01-not
# --- BOTH-HOME-X2 ---
net both-home-x2 <= hm2_7i92.0.7i76.0.0.input-02-not
# --- BOTH-HOME-Y ---
net both-home-y <= hm2_7i92.0.7i76.0.0.input-03-not
# --- BOTH-HOME-Z ---
net both-home-z <= hm2_7i92.0.7i76.0.0.input-04-not
#*******************
# AXIS X JOINT 0
#*******************
net both-home-x => joint.0.home-sw-in
net both-home-x => joint.0.neg-lim-sw-in
net both-home-x => joint.0.pos-lim-sw-in
#*******************
# Tandem AXIS X2 JOINT 1
#*******************
net both-home-x2 => joint.1.home-sw-in
net both-home-x2 => joint.1.neg-lim-sw-in
net both-home-x2 => joint.1.pos-lim-sw-in
#*******************
# AXIS Y JOINT 2
#*******************
net both-home-y => joint.2.home-sw-in
net both-home-y => joint.2.neg-lim-sw-in
net both-home-y => joint.2.pos-lim-sw-in
#*******************
# AXIS Z JOINT 3
#*******************
net both-home-z => joint.3.home-sw-in
net both-home-z => joint.3.neg-lim-sw-in
net both-home-z => joint.3.pos-lim-sw-in
**************** INI FILE ********************
******************** INI FILE*****************
[JOINT_0]
HOME_OFFSET = -0.500000
HOME_SEARCH_VEL = -1
HOME_LATCH_VEL = -0.5
HOME_FINAL_VEL = 1.000000
HOME_USE_INDEX = NO
HOME_IGNORE_LIMITS = YES
HOME_IS_SHARED = 1
HOME_SEQUENCE = -2
[JOINT_1]
HOME_OFFSET = -.500000
HOME_SEARCH_VEL = -1
HOME_LATCH_VEL = -0.5
HOME_FINAL_VEL = 1.000000
HOME_USE_INDEX = NO
HOME_IGNORE_LIMITS = YES
HOME_IS_SHARED = 1
HOME_SEQUENCE = -2
[JOINT_2]
HOME_OFFSET = -.500000
HOME_SEARCH_VEL = -1
HOME_LATCH_VEL = -0.5
HOME_FINAL_VEL = 1.000000
HOME_USE_INDEX = NO
HOME_IGNORE_LIMITS = YES
HOME_IS_SHARED = 1
HOME_SEQUENCE = 1
[JOINT_3]
HOME_OFFSET = .5
HOME_SEARCH_VEL = 1
HOME_LATCH_VEL = -0.5
HOME_FINAL_VEL = 0.000000
HOME_USE_INDEX = NO
HOME_IGNORE_LIMITS = YES
HOME_IS_SHARED = 1
HOME_SEQUENCE = 0
This is a two motor gantry so if yours is not then ignore joint 1 and remove the - in joint 0 sequence.
**************** HAL FILE ********************
Warning: Spoiler!
******************** HAL FILE*****************
# --- BOTH-HOME-X ---
net both-home-x <= hm2_7i92.0.7i76.0.0.input-01-not
# --- BOTH-HOME-X2 ---
net both-home-x2 <= hm2_7i92.0.7i76.0.0.input-02-not
# --- BOTH-HOME-Y ---
net both-home-y <= hm2_7i92.0.7i76.0.0.input-03-not
# --- BOTH-HOME-Z ---
net both-home-z <= hm2_7i92.0.7i76.0.0.input-04-not
#*******************
# AXIS X JOINT 0
#*******************
net both-home-x => joint.0.home-sw-in
net both-home-x => joint.0.neg-lim-sw-in
net both-home-x => joint.0.pos-lim-sw-in
#*******************
# Tandem AXIS X2 JOINT 1
#*******************
net both-home-x2 => joint.1.home-sw-in
net both-home-x2 => joint.1.neg-lim-sw-in
net both-home-x2 => joint.1.pos-lim-sw-in
#*******************
# AXIS Y JOINT 2
#*******************
net both-home-y => joint.2.home-sw-in
net both-home-y => joint.2.neg-lim-sw-in
net both-home-y => joint.2.pos-lim-sw-in
#*******************
# AXIS Z JOINT 3
#*******************
net both-home-z => joint.3.home-sw-in
net both-home-z => joint.3.neg-lim-sw-in
net both-home-z => joint.3.pos-lim-sw-in
**************** INI FILE ********************
Warning: Spoiler!
******************** INI FILE*****************
[JOINT_0]
HOME_OFFSET = -0.500000
HOME_SEARCH_VEL = -1
HOME_LATCH_VEL = -0.5
HOME_FINAL_VEL = 1.000000
HOME_USE_INDEX = NO
HOME_IGNORE_LIMITS = YES
HOME_IS_SHARED = 1
HOME_SEQUENCE = -2
[JOINT_1]
HOME_OFFSET = -.500000
HOME_SEARCH_VEL = -1
HOME_LATCH_VEL = -0.5
HOME_FINAL_VEL = 1.000000
HOME_USE_INDEX = NO
HOME_IGNORE_LIMITS = YES
HOME_IS_SHARED = 1
HOME_SEQUENCE = -2
[JOINT_2]
HOME_OFFSET = -.500000
HOME_SEARCH_VEL = -1
HOME_LATCH_VEL = -0.5
HOME_FINAL_VEL = 1.000000
HOME_USE_INDEX = NO
HOME_IGNORE_LIMITS = YES
HOME_IS_SHARED = 1
HOME_SEQUENCE = 1
[JOINT_3]
HOME_OFFSET = .5
HOME_SEARCH_VEL = 1
HOME_LATCH_VEL = -0.5
HOME_FINAL_VEL = 0.000000
HOME_USE_INDEX = NO
HOME_IGNORE_LIMITS = YES
HOME_IS_SHARED = 1
HOME_SEQUENCE = 0
Last edit: 29 Jun 2021 19:09 by bevins.
Please Log in or Create an account to join the conversation.
- acourtjester
- Offline
- Elite Member
-
Less
More
- Posts: 292
- Thank you received: 29
29 Jun 2021 21:45 #213277
by acourtjester
Replied by acourtjester on topic New Project with Mesa 7I96 and THCAD-05
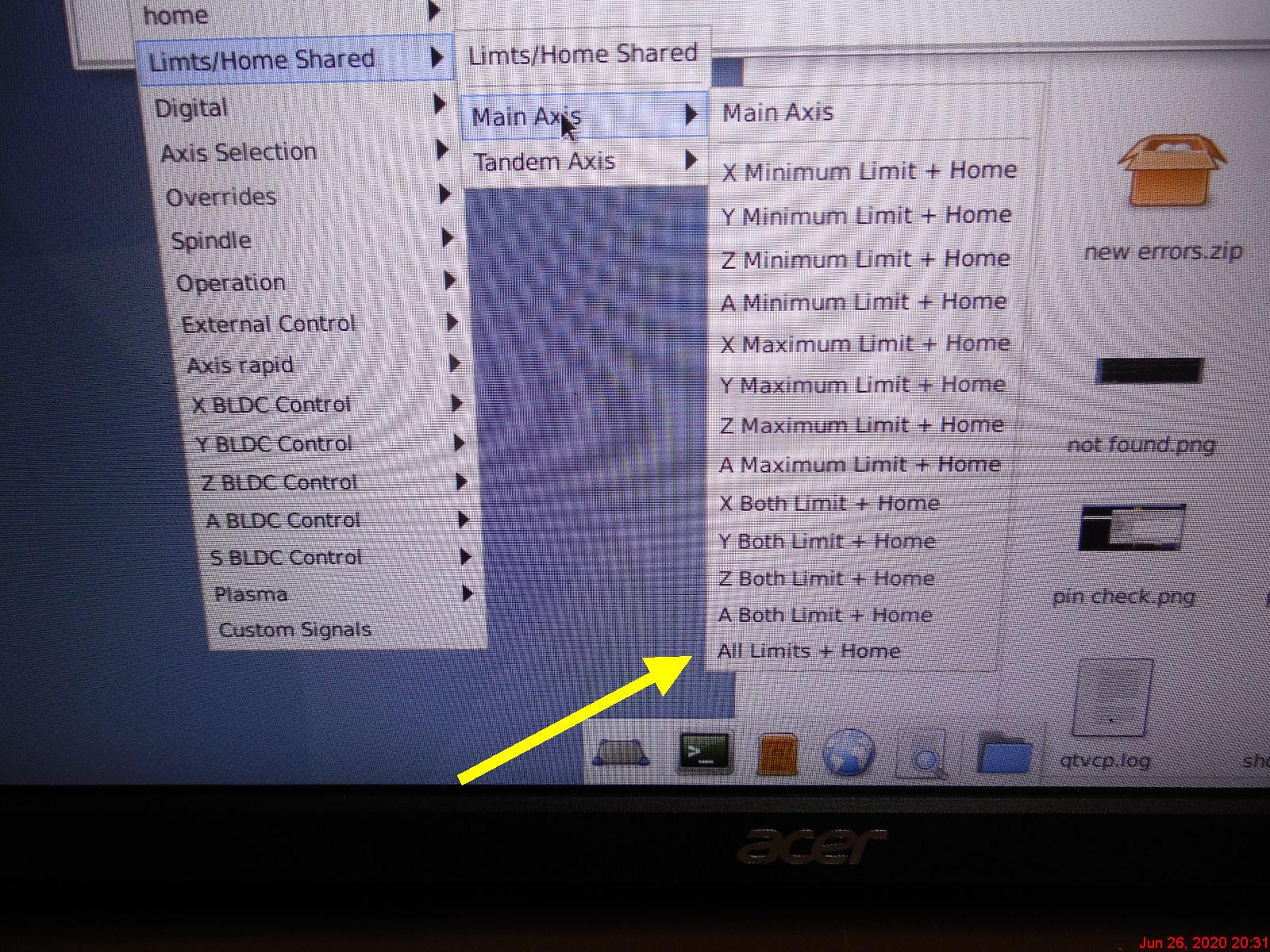
Thanks for your help, hope you have some answers. How it is wired is only one input on pi 13 of TB6, this is connected from +24 volts through the switch and back to pin 13 with NC switch. I had selected Z both home+limits I also entered the All home on pin 39 on tb 3 so it puts the All Home on the main screen, shown in the screen shot. When I use the Z arrow to move the Z or hit Z home in the lower left.
The Z axis will move but the switch push does nothing to stop it.
Also I have tried to use Hal show watch to see the switch in action but cannot find any signal name the shows it switching. If in the Pncconf I put the pin 13 for E stop and watch E stop it works just fine. I was told to use TB3 for selecting E stop for the correct operation of the E stop button on the main screen. Now in Pncconf there is only a I/O connector 3 so I hope that is TB3. as it seems to add GPIO to the name in Hal. I have lots of experience with other CNC software and BOB board but none for Linuxcnc.
The Z axis will move but the switch push does nothing to stop it.
Also I have tried to use Hal show watch to see the switch in action but cannot find any signal name the shows it switching. If in the Pncconf I put the pin 13 for E stop and watch E stop it works just fine. I was told to use TB3 for selecting E stop for the correct operation of the E stop button on the main screen. Now in Pncconf there is only a I/O connector 3 so I hope that is TB3. as it seems to add GPIO to the name in Hal. I have lots of experience with other CNC software and BOB board but none for Linuxcnc.
Attachments:
Please Log in or Create an account to join the conversation.
Time to create page: 0.274 seconds