Seltsames Verhalten Linux CNC. Programm kürzt ab.
- tracer
- Offline
- Senior Member
-

Less
More
- Posts: 50
- Thank you received: 8
07 Nov 2022 16:28 - 07 Nov 2022 16:37 #256152
by tracer
Seltsames Verhalten Linux CNC. Programm kürzt ab. was created by tracer
Hallo zusammen,
ich habe ein seltsames Verhalten bei meiner Fräse. Ich wollte eine Kontur Fräsen einmal in der Mitte Flach und ein Steg der Tiefer ist an der Seite.
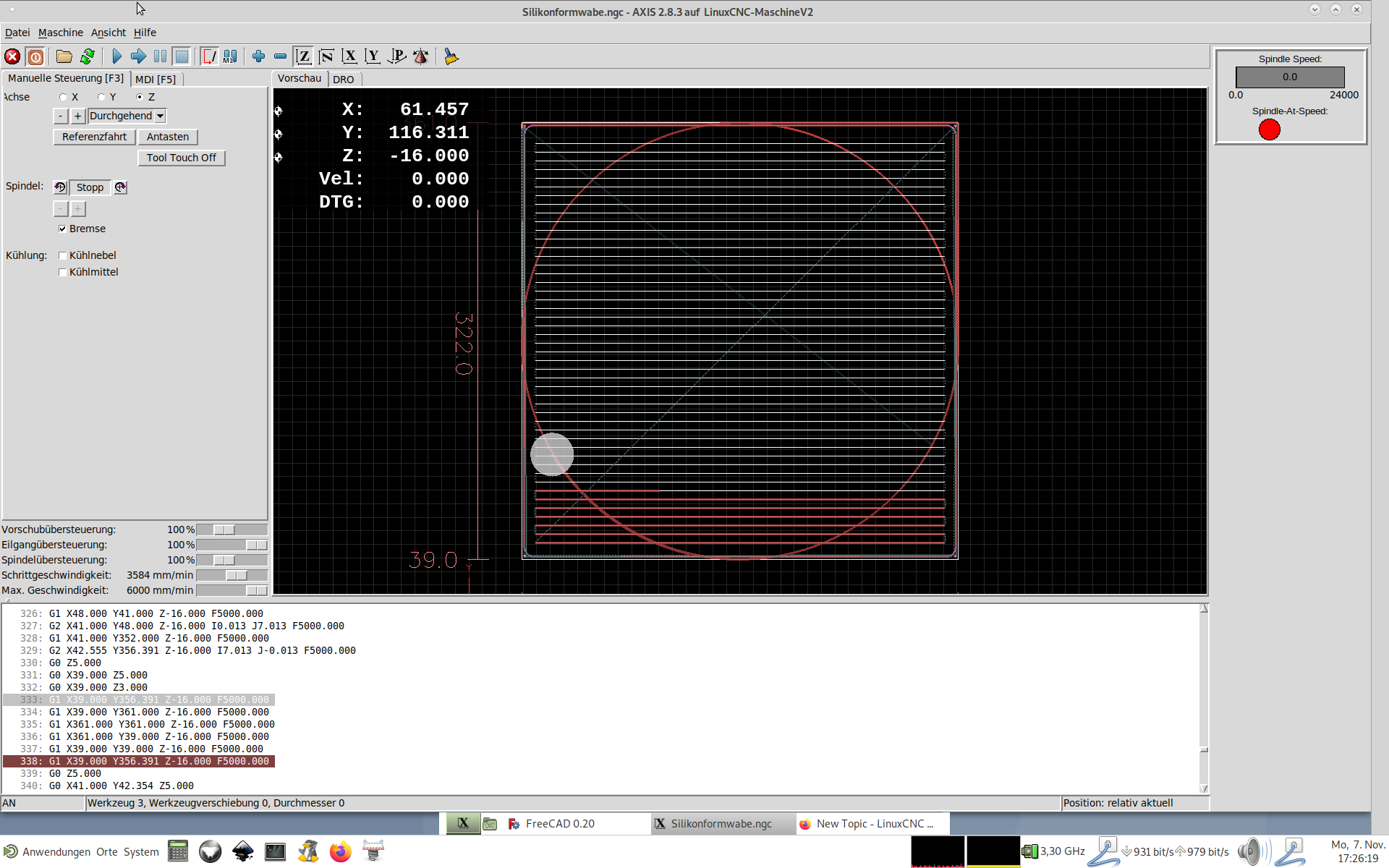
Das Problem ist, dass das CNC Programm anstatt an der Außenseite lang zu fahren der Fräser eine Kreisbahn fährt, obwohl die garnicht vorkommt.
AB und zu fährt er die Außenseite so wie er soll und dann bei der zweiten Runde fräst er eine Kreisbahn.
Daher ist es auf den Foto auch an der Außenseite richtig gefräsrund mitten drin dann mit der Kreisbahn abgekürzt.
Das Problem ist zb beim Programmcode in Zeile 333. Und wir auch so in Linux CNC dargestellt als Kreisbahn.
Worin liegt der Fehler? Ich verstehe es nicht.
BEste Grüße
Christoph
ich habe ein seltsames Verhalten bei meiner Fräse. Ich wollte eine Kontur Fräsen einmal in der Mitte Flach und ein Steg der Tiefer ist an der Seite.
Das Problem ist, dass das CNC Programm anstatt an der Außenseite lang zu fahren der Fräser eine Kreisbahn fährt, obwohl die garnicht vorkommt.
AB und zu fährt er die Außenseite so wie er soll und dann bei der zweiten Runde fräst er eine Kreisbahn.
Daher ist es auf den Foto auch an der Außenseite richtig gefräsrund mitten drin dann mit der Kreisbahn abgekürzt.
Das Problem ist zb beim Programmcode in Zeile 333. Und wir auch so in Linux CNC dargestellt als Kreisbahn.
Worin liegt der Fehler? Ich verstehe es nicht.
BEste Grüße
Christoph
Last edit: 07 Nov 2022 16:37 by tracer.
Please Log in or Create an account to join the conversation.
- HansU
-

- Offline
- Platinum Member
-

Less
More
- Posts: 723
- Thank you received: 217
08 Nov 2022 09:14 #256193
by HansU
Replied by HansU on topic Seltsames Verhalten Linux CNC. Programm kürzt ab.
Das sieht ganz nach einem Path Blending Problem aus. Mehr dazu siehe linuxcnc.org/docs/2.8/html/gcode/g-code.html#gcode:g64
Probier mal eine geringere Toleranz mit G64 zu setzen, z.B. G64 P0.01
Entweder am Programmanfang oder gleich in die INI-Datei als RS274NGC_STARTUP_CODE wie empfohlen in linuxcnc.org/docs/2.9/html/config/ini-co...sub:ini:sec:rs274ngc
Probier mal eine geringere Toleranz mit G64 zu setzen, z.B. G64 P0.01
Entweder am Programmanfang oder gleich in die INI-Datei als RS274NGC_STARTUP_CODE wie empfohlen in linuxcnc.org/docs/2.9/html/config/ini-co...sub:ini:sec:rs274ngc
Please Log in or Create an account to join the conversation.
- tracer
- Offline
- Senior Member
-
Less
More
- Posts: 50
- Thank you received: 8
09 Nov 2022 11:59 - 09 Nov 2022 12:01 #256274
by tracer
Replied by tracer on topic Seltsames Verhalten Linux CNC. Programm kürzt ab.
Hallo Hans,
hab ich ja noch nie gehört.Ist das ein CAM Problem oder ein LinuxCNC Problem?
Ich dachre erst, dass es vielleicht ein Problem mit der Beschleunigung der Achsen zusammen hängt, aber eine Änderung der Beschleunigung in der .ini änder nicht das Problem. Auch bei langsamer Geschwindigkeit fährt er falsch
Komischer Weise macht der das im Gcode manchmal richtig und manchmal falsch.
Ich verstehe den Zusammenhang nicht zwischen Richtig und falscher Codeinterpretation.
hab ich ja noch nie gehört.Ist das ein CAM Problem oder ein LinuxCNC Problem?
Ich dachre erst, dass es vielleicht ein Problem mit der Beschleunigung der Achsen zusammen hängt, aber eine Änderung der Beschleunigung in der .ini änder nicht das Problem. Auch bei langsamer Geschwindigkeit fährt er falsch
Komischer Weise macht der das im Gcode manchmal richtig und manchmal falsch.
Ich verstehe den Zusammenhang nicht zwischen Richtig und falscher Codeinterpretation.
Last edit: 09 Nov 2022 12:01 by tracer.
Please Log in or Create an account to join the conversation.
- HansU
-
- Offline
- Platinum Member
-
Less
More
- Posts: 723
- Thank you received: 217
09 Nov 2022 13:00 #256278
by HansU
Replied by HansU on topic Seltsames Verhalten Linux CNC. Programm kürzt ab.
Löst G64 nun dein Problem oder nicht?
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21728
- Thank you received: 7425
09 Nov 2022 13:11 #256281
by tommylight
Replied by tommylight on topic Seltsames Verhalten Linux CNC. Programm kürzt ab.
When using G64, if the execution of gcode is stopped, it requires doing an MDI with G64 before doing "run from here".
Not sure if that is required when G64 is added to ini.
Not sure if that is required when G64 is added to ini.
Please Log in or Create an account to join the conversation.
- spicer
-

- Offline
- Platinum Member
-
Less
More
- Posts: 422
- Thank you received: 126
09 Nov 2022 16:29 - 09 Nov 2022 16:31 #256292
by spicer
in der ini
löst das Problem zu 100%. Hatte das auch")
Warum das so ist und was es genau macht; das hab ich selber nie begriffen.
Replied by spicer on topic Seltsames Verhalten Linux CNC. Programm kürzt ab.
[RS274NGC]
RS274NGC_STARTUP_CODE = G64 P0.05löst das Problem zu 100%. Hatte das auch
Warum das so ist und was es genau macht; das hab ich selber nie begriffen.
Last edit: 09 Nov 2022 16:31 by spicer.
The following user(s) said Thank You: tommylight, tracer
Please Log in or Create an account to join the conversation.
- tracer
- Offline
- Senior Member
-
Less
More
- Posts: 50
- Thank you received: 8
10 Nov 2022 19:16 - 10 Nov 2022 19:17 #256372
by tracer
Replied by tracer on topic Seltsames Verhalten Linux CNC. Programm kürzt ab.
Probiere ich am Wochenende mal aus. Kommt das in die . Ini direkt am Anfang hin mit den G64?
Beste Grüße
Beste Grüße
Last edit: 10 Nov 2022 19:17 by tracer.
Please Log in or Create an account to join the conversation.
- spicer
-
- Offline
- Platinum Member
-
Less
More
- Posts: 422
- Thank you received: 126
10 Nov 2022 19:44 #256376
by spicer
Replied by spicer on topic Seltsames Verhalten Linux CNC. Programm kürzt ab.
Unter die Kategorie
[RS274NGC]
[RS274NGC]
Please Log in or Create an account to join the conversation.
- HansU
-
- Offline
- Platinum Member
-
Less
More
- Posts: 723
- Thank you received: 217
10 Nov 2022 21:51 #256390
by HansU
Also ein CAM-Problem ist es auf jeden Fall nicht.
Und als LinuxCNC-Problem wird ich es auch nicht bezeichnen. Es ist eher in ungluecklich gewähler Standardwert fuer ein LinuxCNC-Feature.
Es ist ein Feature, welches die Bahn verrundet, fuer Geschindigkeitsoptimierung.
Aber einen Vollkreis hab ich dabei aber noch nicht gesehen.
Die Standareinstellung ist "maximale Geschwindigkeit, egal wie gross die Abweichung von der programmierten Bahn".
Da das nicht der optimale Standardwert ist, wurde dieser in 2.9 angepasst.
Gab erst kuerzlich einen solchen Fall:
forum.linuxcnc.org/38-general-linuxcnc-q...wing-the-design-path
Replied by HansU on topic Seltsames Verhalten Linux CNC. Programm kürzt ab.
Hallo Hans,
hab ich ja noch nie gehört.Ist das ein CAM Problem oder ein LinuxCNC Problem?
Ich dachre erst, dass es vielleicht ein Problem mit der Beschleunigung der Achsen zusammen hängt, aber eine Änderung der Beschleunigung in der .ini änder nicht das Problem. Auch bei langsamer Geschwindigkeit fährt er falsch
Komischer Weise macht der das im Gcode manchmal richtig und manchmal falsch.
Ich verstehe den Zusammenhang nicht zwischen Richtig und falscher Codeinterpretation.
Also ein CAM-Problem ist es auf jeden Fall nicht.
Und als LinuxCNC-Problem wird ich es auch nicht bezeichnen. Es ist eher in ungluecklich gewähler Standardwert fuer ein LinuxCNC-Feature.
Es ist ein Feature, welches die Bahn verrundet, fuer Geschindigkeitsoptimierung.
Aber einen Vollkreis hab ich dabei aber noch nicht gesehen.
Die Standareinstellung ist "maximale Geschwindigkeit, egal wie gross die Abweichung von der programmierten Bahn".
Da das nicht der optimale Standardwert ist, wurde dieser in 2.9 angepasst.
Gab erst kuerzlich einen solchen Fall:
forum.linuxcnc.org/38-general-linuxcnc-q...wing-the-design-path
Please Log in or Create an account to join the conversation.
- tracer
- Offline
- Senior Member
-
Less
More
- Posts: 50
- Thank you received: 8
13 Nov 2022 18:41 #256592
by tracer
Replied by tracer on topic Seltsames Verhalten Linux CNC. Programm kürzt ab.
Also ich habe jetzt mal den G64 Befehlt in der .ini hinzugefügt, aber es ändert Nichts an dem Problem. Ich hab das Verhalten mal in einem Bildschirmvideo aufgezeichnet.
Video vom Fehler in LinuxCNC
Beste Grüße
Christoph
Video vom Fehler in LinuxCNC
Beste Grüße
Christoph
Please Log in or Create an account to join the conversation.
Moderators: Muecke
Time to create page: 0.974 seconds