Sheetcam revised post - please test
- rodw
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 11953
- Thank you received: 4070
08 Nov 2021 03:44 #225619
by rodw
Sheetcam revised post - please test was created by rodw
Guys, I found that the current Sheetcam post processor for Plasmac did not send the kerf width to PlasmaC so the cut recovery was not working.
I have also added a section to configure and enable the hole cutting mode in PlasmaC.
I've published the post on the sheetcam forum where it belongs. It would be good if any Sheetcam users here could test this and post up any feedback on the sheetcam forum
You can download the post from here
forum.sheetcam.com/viewtopic.php?f=5&t=8651&p=29440#p29440
Please post any feedback there too.
To implement, edit the post to set the hole cutting parameters use defaults are coded in now.
If you don't want to use hole cutting, set autoholes=false
Note that the dimensions for hole diameter and overcut are defined in mm and if you are using thos imperial dinosaur units, they are converted to inches before being inserted.
Any changes will be published on that thread. When I look at it now, there is no need to use an autoHoles variable as it can be selected using holeMode so expect a change.")
I have also added a section to configure and enable the hole cutting mode in PlasmaC.
I've published the post on the sheetcam forum where it belongs. It would be good if any Sheetcam users here could test this and post up any feedback on the sheetcam forum
You can download the post from here
forum.sheetcam.com/viewtopic.php?f=5&t=8651&p=29440#p29440
Please post any feedback there too.
To implement, edit the post to set the hole cutting parameters use defaults are coded in now.
If you don't want to use hole cutting, set autoholes=false
Note that the dimensions for hole diameter and overcut are defined in mm and if you are using thos imperial dinosaur units, they are converted to inches before being inserted.
Any changes will be published on that thread. When I look at it now, there is no need to use an autoHoles variable as it can be selected using holeMode so expect a change.
Please Log in or Create an account to join the conversation.
- snowgoer540
-

- Offline
- Moderator
-

Less
More
- Posts: 2552
- Thank you received: 883
08 Nov 2021 03:55 #225620
by snowgoer540
Replied by snowgoer540 on topic Sheetcam revised post - please test
I did try out Les’ post and provide feedback here: forum.linuxcnc.org/plasmac/42374-sheetca...code?start=70#210688
Les’ post killed all of the statistics stuff that Phill’s post (what I use) does so well.
I also suggested via email that he change the name from PlasmaC to QtPlasmaC for the revision that added all of the temporary material stuff as it wasn’t supported in PlasmaC and is therefore confusing.
It all went nowhere.
I assume you’re referring to kerf width for temporary materials?
Les’ post killed all of the statistics stuff that Phill’s post (what I use) does so well.
I also suggested via email that he change the name from PlasmaC to QtPlasmaC for the revision that added all of the temporary material stuff as it wasn’t supported in PlasmaC and is therefore confusing.
It all went nowhere.
I assume you’re referring to kerf width for temporary materials?
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 11953
- Thank you received: 4070
08 Nov 2021 04:27 #225623
by rodw
Replied by rodw on topic Sheetcam revised post - please test
Yes, Actually on further testing, this is unearthing some bugs in the Qtplasmac input filter.
1. If a variable like #<h_velocity> is set and there is a gcode comment on the same line, an error occurs parsing the number
2. if holes and magic comments are in the file, there is a python error. Commenting out the magic comment, removes the error
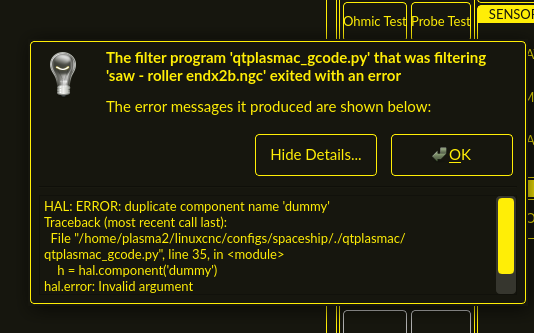
I think the filter needs to use a different name when creating the instance.
Can you share a copy of phills post? If I am playing with post processors, I might as well get it right!
1. If a variable like #<h_velocity> is set and there is a gcode comment on the same line, an error occurs parsing the number
2. if holes and magic comments are in the file, there is a python error. Commenting out the magic comment, removes the error
I think the filter needs to use a different name when creating the instance.
Can you share a copy of phills post? If I am playing with post processors, I might as well get it right!
Attachments:
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 11953
- Thank you received: 4070
08 Nov 2021 05:29 #225626
by rodw
Replied by rodw on topic Sheetcam revised post - please test
So the displayed error I think I am going to put down to being a result of the comment on hole processing numbers leaving QTplasmac in an inconsistent state and causing the second error. Its gone after a restart.
But the bug on on comments is confirmed. Try loading the attached
I found a copy of Phill's post so don't worry about that. Some features are implemented but I think the move of the spotting code to the drilling method broke some stuff. It looks like there was only one line missing so I'll test more
But the bug on on comments is confirmed. Try loading the attached
I found a copy of Phill's post so don't worry about that. Some features are implemented but I think the move of the spotting code to the drilling method broke some stuff. It looks like there was only one line missing so I'll test more
Attachments:
The following user(s) said Thank You: snowgoer540, RNJFAB
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 11953
- Thank you received: 4070
08 Nov 2021 05:58 - 08 Nov 2021 05:59 #225627
by rodw
Replied by rodw on topic Sheetcam revised post - please test
Is this what you wanted to see?
;begin statistics
;Pierces = 4
; Cuts = 4, Length = 627.48mm
;end statistics
Should show in inches for you.
Last edit: 08 Nov 2021 05:59 by rodw.
The following user(s) said Thank You: RNJFAB
Please Log in or Create an account to join the conversation.
- snowgoer540
-
- Offline
- Moderator
-
Less
More
- Posts: 2552
- Thank you received: 883
08 Nov 2021 14:34 #225695
by snowgoer540
Replied by snowgoer540 on topic Sheetcam revised post - please test
I am not in front of my computer, but it did it two places, at the end of each individual cut, and at the end of the full program. But yes that looks like one of the places.
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 11953
- Thank you received: 4070
08 Nov 2021 19:16 #225711
by rodw
Replied by rodw on topic Sheetcam revised post - please test
I did not enable reporting per cut.
What is the use case for that?
You could have 1500 or more cuts on a full sheet.
Surely nobody sifts through all that code
What is the use case for that?
You could have 1500 or more cuts on a full sheet.
Surely nobody sifts through all that code
Please Log in or Create an account to join the conversation.
- snowgoer540
-
- Offline
- Moderator
-
Less
More
- Posts: 2552
- Thank you received: 883
09 Nov 2021 00:59 #225744
by snowgoer540
I looked at an old job, I was wrong, it was at the beginning of the cut as well:
I liked them, I found them useful when trying to find specific sections of code, and also I used them in the past for quoting jobs. There are already "begin...", so it's not like it's costing anything having them there.
People also cut jobs that are much smaller. I've never cut a full sheet of the same thing, most of my stuff is onesie twosie stuff for people.
Replied by snowgoer540 on topic Sheetcam revised post - please test
I did not enable reporting per cut.
What is the use case for that?
You could have 1500 or more cuts on a full sheet.
Surely nobody sifts through all that code
I looked at an old job, I was wrong, it was at the beginning of the cut as well:
;begin alex #1, cutting, 7.00"I liked them, I found them useful when trying to find specific sections of code, and also I used them in the past for quoting jobs. There are already "begin...", so it's not like it's costing anything having them there.
People also cut jobs that are much smaller. I've never cut a full sheet of the same thing, most of my stuff is onesie twosie stuff for people.
Please Log in or Create an account to join the conversation.
- snowgoer540
-
- Offline
- Moderator
-
Less
More
- Posts: 2552
- Thank you received: 883
09 Nov 2021 01:18 - 09 Nov 2021 01:22 #225745
by snowgoer540
I see at least part of the problem, but in the meantime, I am curious: why do you want a comment on the same line as a magic comment?
One easy solution would be to put it above the magic comment, as magic comment lines get turned into comments in the g-code preview window anyways.
Replied by snowgoer540 on topic Sheetcam revised post - please test
But the bug on on comments is confirmed. Try loading the attached
I see at least part of the problem, but in the meantime, I am curious: why do you want a comment on the same line as a magic comment?
One easy solution would be to put it above the magic comment, as magic comment lines get turned into comments in the g-code preview window anyways.
Last edit: 09 Nov 2021 01:22 by snowgoer540.
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 11953
- Thank you received: 4070
09 Nov 2021 05:15 #225775
by rodw
Replied by rodw on topic Sheetcam revised post - please test
It's not the magic comment. Its the comment after setting some of the hole cutting variables.
It looks like there is a string to float conversion happening but the number AND the rest of the line is being parsed causing an error
Its 100% valid gcode the filter is erroring on. It should therefore parse it correctly.
The reason I wanted to add comments to the hole cutting variables was so the generated gcode was more meaningful to the user.
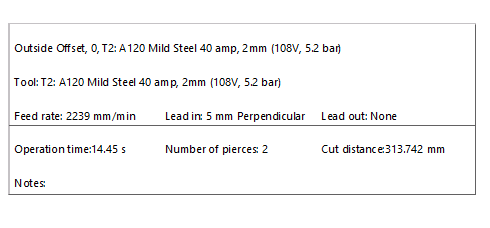
I think I will leave the post processor as it is now as Les has copied it for inclusion in his next release. In any case, the sheetcam report provides the data you are looking for at the part level.
It looks like there is a string to float conversion happening but the number AND the rest of the line is being parsed causing an error
Its 100% valid gcode the filter is erroring on. It should therefore parse it correctly.
The reason I wanted to add comments to the hole cutting variables was so the generated gcode was more meaningful to the user.
I think I will leave the post processor as it is now as Les has copied it for inclusion in his next release. In any case, the sheetcam report provides the data you are looking for at the part level.
Attachments:
Please Log in or Create an account to join the conversation.
Moderators: snowgoer540
Time to create page: 0.159 seconds