Probe Basic ATC Setup Problems
- PeterSi
- Offline
- New Member
-

Less
More
- Posts: 16
- Thank you received: 0
22 Jan 2024 18:34 - 22 Jan 2024 18:36 #291355
by PeterSi
Probe Basic ATC Setup Problems was created by PeterSi
Hello,
I have been using an old version of Probe Basic for a while but with a custom M6 tool-change macro and fixed pockets for each tool in the tool table.
That worked but wasn't very convenient so I updated to the current version of Probe Basic and tried to get it working. Most functions are already working fine but I am having trouble with the automatic tool changes. I modified the tool-change macros a little because my ATC hardware is set up differently but that should not affect the underlying logic (hopefully).
I have two Problems:
1. If I have a (manually loaded) tool in the spindle and use "M6" (without any tool number) then the machine deposits the tool in the first free pocket and it shows up in the UI, everything is fine.
But if I use "M6 T0" / "T0 M6" nothing happens.
If I use "M6 T1" / "T1 M6" (or any other tool number) nothing happens. As soon as I use any tool number in the command it doesn't work. Something seems to try and run as I can stop the execution but nothing ever happens. Interestingly, If the tool I requested is not in the tool table I get an error as expected.
I assume my changes to the tool-change and related subroutines are to blame but I find it strange that "M6" works fine while "M6 T0" doesn't.
2. The machine doesn't remember the tools in the ATC. If I manually load a tool into the spindle and use "M6" to store it in the carousel it shows up in the UI as it should but if I restart Linuxcnc the ATC is empty again. Only the tool in the spindle is being remembered.
To be fair, I don't quite understand what the prolog and epilog are doing either, maybe that's part of my problem.
Maybe someone can shed some light on the matter for me.
I have been using an old version of Probe Basic for a while but with a custom M6 tool-change macro and fixed pockets for each tool in the tool table.
That worked but wasn't very convenient so I updated to the current version of Probe Basic and tried to get it working. Most functions are already working fine but I am having trouble with the automatic tool changes. I modified the tool-change macros a little because my ATC hardware is set up differently but that should not affect the underlying logic (hopefully).
I have two Problems:
1. If I have a (manually loaded) tool in the spindle and use "M6" (without any tool number) then the machine deposits the tool in the first free pocket and it shows up in the UI, everything is fine.
But if I use "M6 T0" / "T0 M6" nothing happens.
If I use "M6 T1" / "T1 M6" (or any other tool number) nothing happens. As soon as I use any tool number in the command it doesn't work. Something seems to try and run as I can stop the execution but nothing ever happens. Interestingly, If the tool I requested is not in the tool table I get an error as expected.
I assume my changes to the tool-change and related subroutines are to blame but I find it strange that "M6" works fine while "M6 T0" doesn't.
2. The machine doesn't remember the tools in the ATC. If I manually load a tool into the spindle and use "M6" to store it in the carousel it shows up in the UI as it should but if I restart Linuxcnc the ATC is empty again. Only the tool in the spindle is being remembered.
To be fair, I don't quite understand what the prolog and epilog are doing either, maybe that's part of my problem.
Maybe someone can shed some light on the matter for me.
Attachments:
Last edit: 22 Jan 2024 18:36 by PeterSi.
Please Log in or Create an account to join the conversation.
- CNC_ANDI
- Offline
- Elite Member
-

Less
More
- Posts: 233
- Thank you received: 31
22 Jan 2024 20:54 #291368
by CNC_ANDI
Replied by CNC_ANDI on topic Probe Basic ATC Setup Problems
you have to check the numbers in the .var file
you need other numbers for the actually probe_basic
you need other numbers for the actually probe_basic
The following user(s) said Thank You: PeterSi
Please Log in or Create an account to join the conversation.
- PeterSi
- Offline
- New Member
-
Less
More
- Posts: 16
- Thank you received: 0
23 Jan 2024 16:31 #291435
by PeterSi
Replied by PeterSi on topic Probe Basic ATC Setup Problems
Thank you for the tip! I forgot about the .var file and a few variables were missing. Fixing that seems to have fixed the issue of remembering the tools in the ATC.
But I still haven't figured out what is going on with my M6 command. I played around a bit and it seems like the G-code part is working fine.
If I just type in "T1" something gets executed and I can manually stop the cycle. If I then use "M6" the machine gets tool 1 from the ATC as it should.
But any combination of "M6" and a tool in the same command doesn't work at all. Something is being executed but the "toolchange" subroutine never starts.
Is it possible that I am missing something that's needed to make the tool-change prolouge script work?
I tried to compare my .hal and .ini files to the Sim but couldn't find an obvious problem.
But I still haven't figured out what is going on with my M6 command. I played around a bit and it seems like the G-code part is working fine.
If I just type in "T1" something gets executed and I can manually stop the cycle. If I then use "M6" the machine gets tool 1 from the ATC as it should.
But any combination of "M6" and a tool in the same command doesn't work at all. Something is being executed but the "toolchange" subroutine never starts.
Is it possible that I am missing something that's needed to make the tool-change prolouge script work?
I tried to compare my .hal and .ini files to the Sim but couldn't find an obvious problem.
Please Log in or Create an account to join the conversation.
- CNC_ANDI
- Offline
- Elite Member
-
Less
More
- Posts: 233
- Thank you received: 31
24 Jan 2024 11:59 #291510
by CNC_ANDI
Replied by CNC_ANDI on topic Probe Basic ATC Setup Problems
the actualy version of probe_basic needs python3
wich debian do you have installed?
wich debian do you have installed?
Please Log in or Create an account to join the conversation.
- PeterSi
- Offline
- New Member
-
Less
More
- Posts: 16
- Thank you received: 0
24 Jan 2024 15:31 #291528
by PeterSi
Replied by PeterSi on topic Probe Basic ATC Setup Problems
I freshly installed Debian 12 Bookworm PREEMPT-RT with LinuxCNC 2.9.2 followed by probe basic with its dependencies including Python 3.
When I run the ATC Mill Sim the toolchange works perfectly fine. It just doesn't work with my machine configuration. But As far as I can tell when I use a M6 command with a tool number it never even starts the toolchange.ngc file but gets stuck before that. And the only thing that happens between the "M6 T1" command and the toolchange.ngc file is the Prologue. But the Python files are identical to the ones in the Sim.
When I run the ATC Mill Sim the toolchange works perfectly fine. It just doesn't work with my machine configuration. But As far as I can tell when I use a M6 command with a tool number it never even starts the toolchange.ngc file but gets stuck before that. And the only thing that happens between the "M6 T1" command and the toolchange.ngc file is the Prologue. But the Python files are identical to the ones in the Sim.
Please Log in or Create an account to join the conversation.
- CNC_ANDI
- Offline
- Elite Member
-
Less
More
- Posts: 233
- Thank you received: 31
24 Jan 2024 20:32 #291551
by CNC_ANDI
Replied by CNC_ANDI on topic Probe Basic ATC Setup Problems
do you have remap the m6 in the ini?
Please Log in or Create an account to join the conversation.
- PeterSi
- Offline
- New Member
-
Less
More
- Posts: 16
- Thank you received: 0
25 Jan 2024 14:26 #291594
by PeterSi
Replied by PeterSi on topic Probe Basic ATC Setup Problems
Yes, the commands are remapped according to the probe basic install guide. The .ini is attached to the original post.
And when I just use the "M6" command (which should mean the same thing as "T0 M6" when the machine is started) it works. The toolchange.ngc gets executed and the tool in the spindle gets transferred into the ATC.
But when I type "T0 M6" (or any other tool number) it doesn't work. It starts the execution of something but nothing happens and all I can do is stop the cycle.
And when I just use the "M6" command (which should mean the same thing as "T0 M6" when the machine is started) it works. The toolchange.ngc gets executed and the tool in the spindle gets transferred into the ATC.
But when I type "T0 M6" (or any other tool number) it doesn't work. It starts the execution of something but nothing happens and all I can do is stop the cycle.
Please Log in or Create an account to join the conversation.
- CNC_ANDI
- Offline
- Elite Member
-
Less
More
- Posts: 233
- Thank you received: 31
25 Jan 2024 19:18 #291620
by CNC_ANDI
Replied by CNC_ANDI on topic Probe Basic ATC Setup Problems
do you have the tools saved in the tooltable?
click on load spindle insert a tool with the number where you select... and click store tool.
you can only change tools where are in the atc stored.
toolchanger homed?
click on load spindle insert a tool with the number where you select... and click store tool.
you can only change tools where are in the atc stored.
toolchanger homed?
Please Log in or Create an account to join the conversation.
- PeterSi
- Offline
- New Member
-
Less
More
- Posts: 16
- Thank you received: 0
26 Jan 2024 11:35 #291649
by PeterSi
Replied by PeterSi on topic Probe Basic ATC Setup Problems
The tool table is filled correctly, I also tried it with the tooltable from the sim.The "store tool in tool changer" button doesn't work because that one also just calls a "T0 M6".The toolchangers homes correctly with M13 and updated the tools it has stored. I made some screenshots of the Linuxcnc log to try and better explain the problem.
In the following logs the spindle had no tool loaded and the ATC had T1 stored in Pocket 1.
Using the "T1 M6" Command resulted in this log:
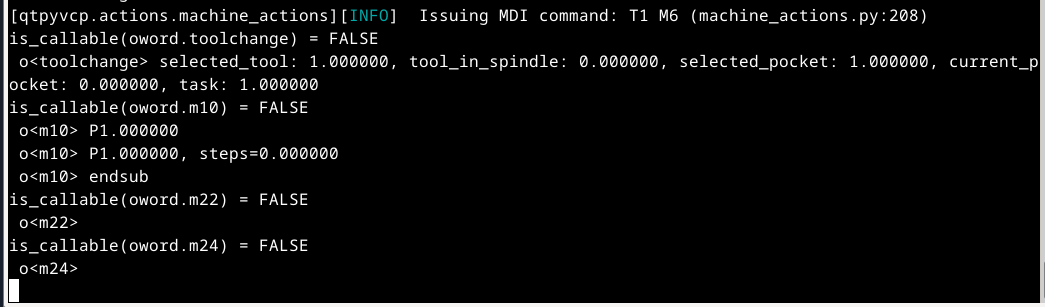
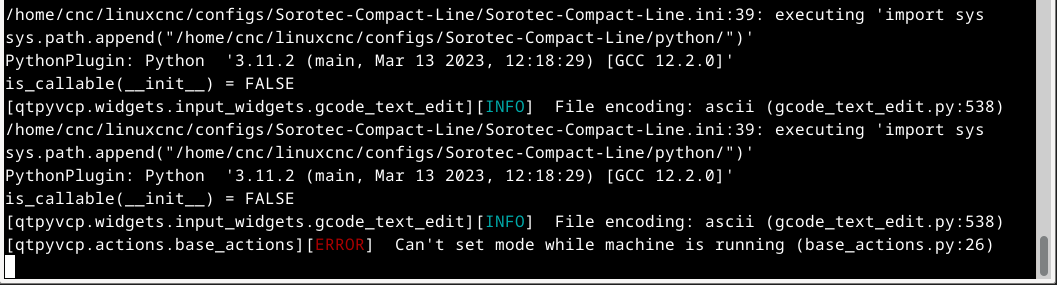
At this point, nothing happens and all I can do is stop the cycle resulting in this error:
This would suggest to me that there is a problem in m24 and that there are generally problems with the subroutines not being callable.
But if I use the command "T1"

and stop that cycle again manually:

And then using the "M6" command, the full tool change procedure gets executed without any problems with the following log resulting in a successful tool change.
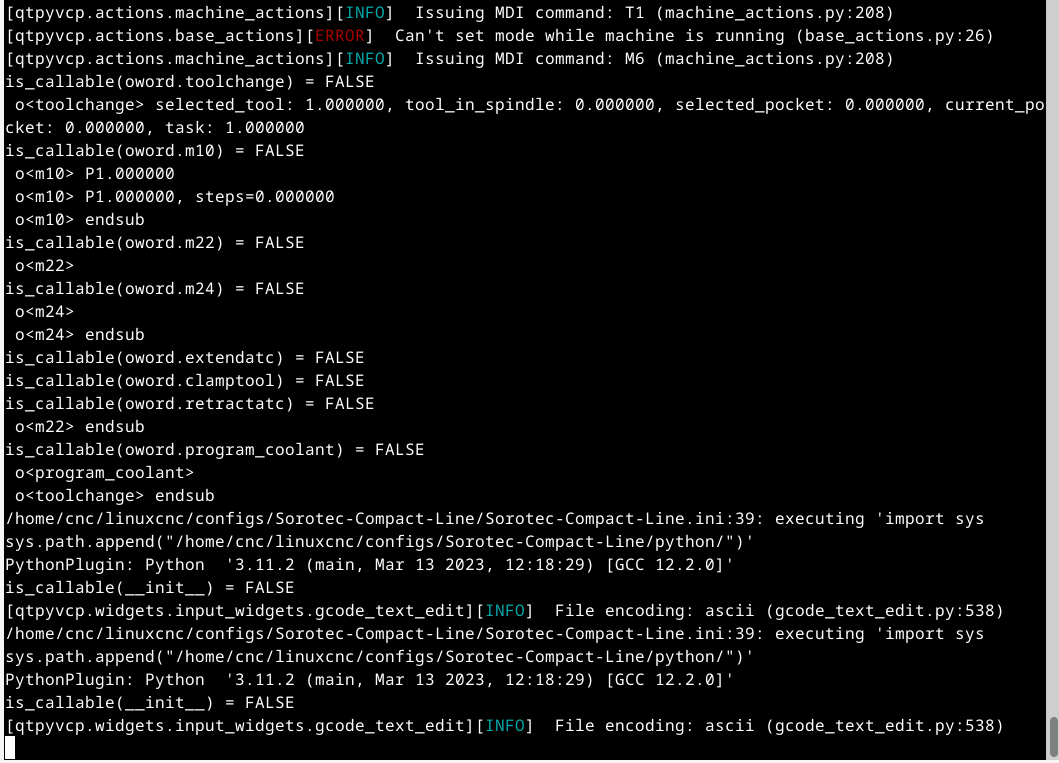
That should mean, that the subroutines can be called and work correctly. So I don't understand why the same toolchange call doesn't work if I use "T1 M6". It should do the exact same thing.
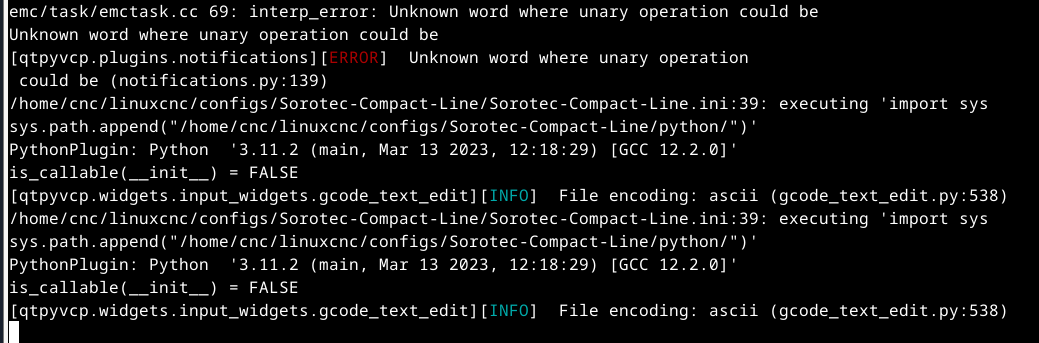
I also had this error at some point but I don't know how related it is:
In the following logs the spindle had no tool loaded and the ATC had T1 stored in Pocket 1.
Using the "T1 M6" Command resulted in this log:
At this point, nothing happens and all I can do is stop the cycle resulting in this error:
This would suggest to me that there is a problem in m24 and that there are generally problems with the subroutines not being callable.
But if I use the command "T1"
and stop that cycle again manually:
And then using the "M6" command, the full tool change procedure gets executed without any problems with the following log resulting in a successful tool change.
That should mean, that the subroutines can be called and work correctly. So I don't understand why the same toolchange call doesn't work if I use "T1 M6". It should do the exact same thing.
I also had this error at some point but I don't know how related it is:
Attachments:
Please Log in or Create an account to join the conversation.
- Lcvette
-

- Offline
- Moderator
-

Less
More
- Posts: 1630
- Thank you received: 760
29 Jan 2024 16:34 #291904
by Lcvette
Replied by Lcvette on topic Probe Basic ATC Setup Problems
always test against the atc_sim if it is working then you know the issue is found in your configuration or subroutine modifications. no probe basic macro calls for T0 anywhere if the spindle is to be emptied M61 Q0 is used to do so. i would start by going through and comparing your altered subroutines to the simulation subroutines and find where the issue is breaking.
unknown word errors are triggered when incorrectly formatted syntax is used, ie a o where a 0 should be or vice versa. make sure you do not have any typos in your subroutines.
you cut off the error data that would show you or give a clue where the error originated from in the subroutine. i recommend investigating if you can repeat the error in debug.
unknown word errors are triggered when incorrectly formatted syntax is used, ie a o where a 0 should be or vice versa. make sure you do not have any typos in your subroutines.
you cut off the error data that would show you or give a clue where the error originated from in the subroutine. i recommend investigating if you can repeat the error in debug.
Please Log in or Create an account to join the conversation.
Moderators: KCJ, Lcvette
Time to create page: 0.379 seconds