qtDragon toolchange and toollength setting
- Flyer007
-

- Offline
- Junior Member
-

Less
More
- Posts: 22
- Thank you received: 1
19 Nov 2021 12:46 #226974
by Flyer007
Replied by Flyer007 on topic qtDragon toolchange and toollength setting
The path difference is just because where I put the macros.
Did you see Chris' note? What is the expected behavior you trying for right now?
Did you see Chris' note? What is the expected behavior you trying for right now?
Please Log in or Create an account to join the conversation.
- ikkuh
-
 Topic Author
Topic Author
- Offline
- Elite Member
-

Less
More
- Posts: 273
- Thank you received: 48
19 Nov 2021 12:59 #226975
by ikkuh
That is indeed what I am looking for. I thought I mentioned before that the gmoccapy way does not work in the new version of LinuxCNC and qtDragon. I used to use gmoccapy and the behaviour for toolchange and measuring is exactly what I want in qtDragon.
Will try one more time, if it doesn't work I will change back to gmoccapy (not happy about that prospect).
Replied by ikkuh on topic qtDragon toolchange and toollength setting
So looking at these INI files, neither have remap entries in them.
I think you two have talking of two different types of tool probing.
If you want auto tool probing (automatically move tool to probe and measure it when ever a tool change is requested), you need remap entries in the INI.
For instance in GMoccapy this describes what needed:
linuxcnc.org/docs/devel/html/gui/gmoccap...i_file_modifications
QtDragon would need similar entries
That is indeed what I am looking for. I thought I mentioned before that the gmoccapy way does not work in the new version of LinuxCNC and qtDragon. I used to use gmoccapy and the behaviour for toolchange and measuring is exactly what I want in qtDragon.
Will try one more time, if it doesn't work I will change back to gmoccapy (not happy about that prospect).
Please Log in or Create an account to join the conversation.
- ikkuh
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 273
- Thank you received: 48
19 Nov 2021 13:06 - 19 Nov 2021 13:06 #226977
by ikkuh
Last edit: 19 Nov 2021 13:06 by ikkuh.
Please Log in or Create an account to join the conversation.
- ikkuh
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 273
- Thank you received: 48
19 Nov 2021 13:28 #226979
by ikkuh
Replied by ikkuh on topic qtDragon toolchange and toollength setting
Not much luck, I am stuck deep in the version rabbit hole
initialize: module '/home/cnc/linuxcnc/configs/qtDr/python/toplevel.py' init failed:
Traceback (most recent call last):
File "/home/cnc/linuxcnc/configs/qtDr/python/toplevel.py", line 19, in <module>
import remap
File "python/remap.py", line 19, in <module>
from stdglue import *
File "python/stdglue.py", line 64
print "change_prolog: Toolchanger soft fault %d" % int(self.params[5601])
^
SyntaxError: invalid syntax
[QTvcp][INFO] Logging to "/home/cnc/linuxcnc/configs/qtDr/qtdragon.log" (logger.py:102)
Interp ctor: can't instantiate Python plugin
initialize: module '/home/cnc/linuxcnc/configs/qtDr/python/toplevel.py' init failed:
Traceback (most recent call last):
File "/home/cnc/linuxcnc/configs/qtDr/python/toplevel.py", line 19, in <module>
import remap
File "python/remap.py", line 19, in <module>
from stdglue import *
File "python/stdglue.py", line 64
print "change_prolog: Toolchanger soft fault %d" % int(self.params[5601])
^
SyntaxError: invalid syntax
Python plugin configure() failed, status = -11
initialize: module '/home/cnc/linuxcnc/configs/qtDr/python/toplevel.py' init failed:
Traceback (most recent call last):
File "/home/cnc/linuxcnc/configs/qtDr/python/toplevel.py", line 19, in <module>
import remap
File "python/remap.py", line 19, in <module>
from stdglue import *
File "python/stdglue.py", line 64
print "change_prolog: Toolchanger soft fault %d" % int(self.params[5601])
^
SyntaxError: invalid syntax
[QTvcp][INFO] Logging to "/home/cnc/linuxcnc/configs/qtDr/qtdragon.log" (logger.py:102)
Interp ctor: can't instantiate Python plugin
initialize: module '/home/cnc/linuxcnc/configs/qtDr/python/toplevel.py' init failed:
Traceback (most recent call last):
File "/home/cnc/linuxcnc/configs/qtDr/python/toplevel.py", line 19, in <module>
import remap
File "python/remap.py", line 19, in <module>
from stdglue import *
File "python/stdglue.py", line 64
print "change_prolog: Toolchanger soft fault %d" % int(self.params[5601])
^
SyntaxError: invalid syntax
Python plugin configure() failed, status = -11
Please Log in or Create an account to join the conversation.
- ikkuh
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 273
- Thank you received: 48
19 Nov 2021 13:53 #226981
by ikkuh
Replied by ikkuh on topic qtDragon toolchange and toollength setting
there is progress, I had to learn python but the python files are working now.
Now I just have to figure out how to read the values of the settings screen in qtdragon. I think I got it working a little now.
Now I just have to figure out how to read the values of the settings screen in qtdragon. I think I got it working a little now.
Please Log in or Create an account to join the conversation.
- ikkuh
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 273
- Thank you received: 48
19 Nov 2021 15:04 #226988
by ikkuh
Replied by ikkuh on topic qtDragon toolchange and toollength setting
Does anybody know how to read variables from qtDragon?
In the change.ngc there are lines like this:
if [#<_hal[gmoccapy.searchvel]> LE 0]
The ngc file then reads values as they are entered in textfields in the gmoccapy settings screen. That way the values are dynamic and not static as they are in an .ini file.
if [#<_hal[qtdragon.searchvel]> LE 0] was not the solution")
How do I read these values in qtDragon, most of the needed variables are already present there to make this working.
In the change.ngc there are lines like this:
if [#<_hal[gmoccapy.searchvel]> LE 0]
The ngc file then reads values as they are entered in textfields in the gmoccapy settings screen. That way the values are dynamic and not static as they are in an .ini file.
if [#<_hal[qtdragon.searchvel]> LE 0] was not the solution
How do I read these values in qtDragon, most of the needed variables are already present there to make this working.
Please Log in or Create an account to join the conversation.
- Flyer007
-
- Offline
- Junior Member
-
Less
More
- Posts: 22
- Thank you received: 1
19 Nov 2021 17:49 #227006
by Flyer007
Replied by Flyer007 on topic qtDragon toolchange and toollength setting
I haven't done this, but do you see any references to the linuxcnc.var file and the variable numbers in the 5### range? example 5161
Please Log in or Create an account to join the conversation.
- ikkuh
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 273
- Thank you received: 48
19 Nov 2021 18:21 #227011
by ikkuh
") I had to many problems with stale values after a reinstall, so I just do not save the file anymore. Every start of the machine is a new fresh install.
I had to many problems with stale values after a reinstall, so I just do not save the file anymore. Every start of the machine is a new fresh install.
But you can take a look at all the other files in my own git repository git.cnckloon.nl/PeterT/qtDragonNew
The machine works as I want and need it now. So the machine moves to a spot where I can change the bit easily, after I click Ok the spindle moves to a position above the toolsensor and does a G38.2 and applies the lengths to the tooltable and sets the Z height properly. All the other probing routines still function.
I think all the problems from not being able to use the gmoccapy routines comes from the version clusterfuck. I updated the python files and it started to work. Now just being able to use the values in the settings screen of qtDragon and I am very happy. Hopefully Chris can help me out there, he knows a lot about python and LinuxCNC.
Thanks for your help anyway, your files didn't work for me either. Still not sure why not, maybe I can check tomorrow.
Replied by ikkuh on topic qtDragon toolchange and toollength setting
Not at the machine right now and the linuxcnc.var file is in my .gitignoreI haven't done this, but do you see any references to the linuxcnc.var file and the variable numbers in the 5### range? example 5161
I had to many problems with stale values after a reinstall, so I just do not save the file anymore. Every start of the machine is a new fresh install.But you can take a look at all the other files in my own git repository git.cnckloon.nl/PeterT/qtDragonNew
The machine works as I want and need it now. So the machine moves to a spot where I can change the bit easily, after I click Ok the spindle moves to a position above the toolsensor and does a G38.2 and applies the lengths to the tooltable and sets the Z height properly. All the other probing routines still function.
I think all the problems from not being able to use the gmoccapy routines comes from the version clusterfuck. I updated the python files and it started to work. Now just being able to use the values in the settings screen of qtDragon and I am very happy. Hopefully Chris can help me out there, he knows a lot about python and LinuxCNC.
Thanks for your help anyway, your files didn't work for me either. Still not sure why not, maybe I can check tomorrow.
Please Log in or Create an account to join the conversation.
- cmorley
- Offline
- Moderator
-

Less
More
- Posts: 7316
- Thank you received: 2147
19 Nov 2021 18:24 #227012
by cmorley
Versaprobe in qt doesn't have the HAL pins - but I could add them.
Replied by cmorley on topic qtDragon toolchange and toollength setting
Can you list all the references you require?Does anybody know how to read variables from qtDragon?
In the change.ngc there are lines like this:
if [#<_hal[gmoccapy.searchvel]> LE 0]
The ngc file then reads values as they are entered in textfields in the gmoccapy settings screen. That way the values are dynamic and not static as they are in an .ini file.
if [#<_hal[qtdragon.searchvel]> LE 0] was not the solution
How do I read these values in qtDragon, most of the needed variables are already present there to make this working.
Versaprobe in qt doesn't have the HAL pins - but I could add them.
Please Log in or Create an account to join the conversation.
- ikkuh
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 273
- Thank you received: 48
19 Nov 2021 18:47 #227015
by ikkuh
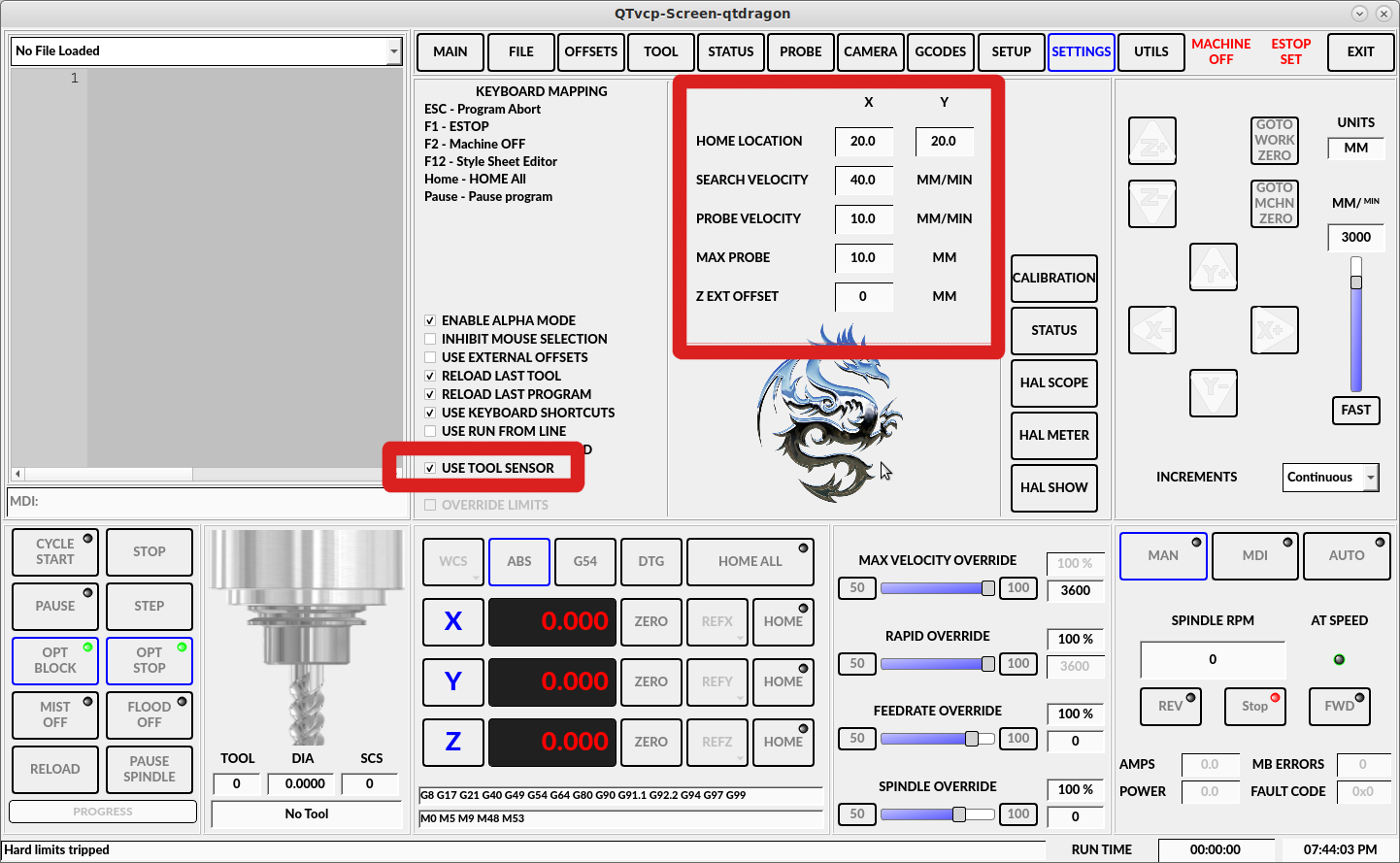
They could be hal pins indeed.
git.cnckloon.nl/PeterT/qtDragonNew/src/b...ap/macros/change.ngc
#<_hal[gmoccapy.toolmeasurement]> ; indicate no tool measurement 0 or nonzero for proceeding
#<_hal[gmoccapy.probevel]>
#<_hal[gmoccapy.searchvel]>
#<_hal[gmoccapy.probeheight]>
#<_hal[gmoccapy.blockheight]>
Take a look at linuxcnc.org/docs/html/gui/gmoccapy.html...uto-tool-measurement for the meaning and purpose of those variables.
I marked the corresponding values in picture:
Replied by ikkuh on topic qtDragon toolchange and toollength setting
Can you list all the references you require?
Versaprobe in qt doesn't have the HAL pins - but I could add them.
They could be hal pins indeed.
git.cnckloon.nl/PeterT/qtDragonNew/src/b...ap/macros/change.ngc
#<_hal[gmoccapy.toolmeasurement]> ; indicate no tool measurement 0 or nonzero for proceeding
#<_hal[gmoccapy.probevel]>
#<_hal[gmoccapy.searchvel]>
#<_hal[gmoccapy.probeheight]>
#<_hal[gmoccapy.blockheight]>
Take a look at linuxcnc.org/docs/html/gui/gmoccapy.html...uto-tool-measurement for the meaning and purpose of those variables.
I marked the corresponding values in picture:
Attachments:
Please Log in or Create an account to join the conversation.
Moderators: cmorley
Time to create page: 0.304 seconds