LinuxCNC S-Curve Accelerations
- rodw
-

- Away
- Platinum Member
-

- Posts: 11855
- Thank you received: 4020
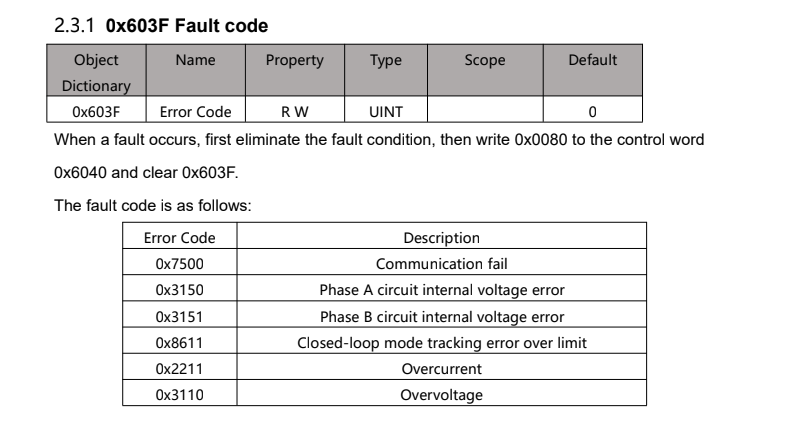
0x603F reports any errors including following errors which are described as Closed-loop mode tracking error over limit
In practice, a drive error is thrown and this pin can be referred to to determine the error . I have seen a few following errors here.
Attachments:
Please Log in or Create an account to join the conversation.
- Hakan
- Offline
- Platinum Member
-
- Posts: 1315
- Thank you received: 451
<syncManager idx="2" dir="out">
<pdo idx="1600">
<pdoEntry idx="6040" subIdx="00" bitLen="16" halPin="cia-controlword" halType="u32"/>
<pdoEntry idx="6060" subIdx="00" bitLen="8" halPin="opmode" halType="s32"/>
<pdoEntry idx="607A" subIdx="00" bitLen="32" halPin="target-position" halType="s32"/>
</pdo>
</syncManager>
<syncManager idx="3" dir="in">
<pdo idx="1a00">
<pdoEntry idx="6041" subIdx="00" bitLen="16" halPin="cia-statusword" halType="u32"/>
<pdoEntry idx="6061" subIdx="00" bitLen="8" halPin="opmode-display" halType="s32"/>
<pdoEntry idx="6064" subIdx="00" bitLen="32" halPin="actual-position" halType="s32"/>
</pdo>Following error is calculated in linuxcnc.
The cia402 module basically just passes position after scaling to the drive. And reads back actual position.
It also does the state machine walking, but that's in the beginning, then that idles.
Please Log in or Create an account to join the conversation.
- Grotius
-

- Offline
- Platinum Member
-
- Posts: 2419
- Thank you received: 2348
Can we test the cia-402 and shortcut linuxcnc pos-cmd to pos-feedback so
there is no ferror in linuxcnc that can trigger a motion stop?
Or test it by hooking the cia-402 to a stepgen or pid without closed loop feedback.
Please Log in or Create an account to join the conversation.
- tiagounderground
- Offline
- Junior Member
-

- Posts: 21
- Thank you received: 13
hiHi,
Can we test the cia-402 and shortcut linuxcnc pos-cmd to pos-feedback so
there is no ferror in linuxcnc that can trigger a motion stop?
Or test it by hooking the cia-402 to a stepgen or pid without closed loop feedback.
in my last test there was no following error on gcode running, the problem was the very low acceleration.
following errors appears on homing procedure
edit
testing now in axis tab manual controll it disable the drivers, i can only run when in MDI tab
Controll word in all drivers is
15 before hit start
Then all goes 6 and then 4 very quickly
Please Log in or Create an account to join the conversation.
- rodw
-
- Away
- Platinum Member
-
- Posts: 11855
- Thank you received: 4020
The only time this is necessary is during internal homing (if used). During homing, motion is happening that Linuxcnc does not know about so it generates a following error if this is not done.Hi,
Can we test the cia-402 and shortcut linuxcnc pos-cmd to pos-feedback so
there is no ferror in linuxcnc that can trigger a motion stop?
Or test it by hooking the cia-402 to a stepgen or pid without closed loop feedback.
In the drive, motion is measured in encoder pulses and in Linuxcnc uses device units
One of the other things the cia402 component does is scale the encoder pulses to Linuxcnc device units (mm or inch)
It depends on the drive but many of them will have a SDO that tells the drive to use open loop or closed loop. There are some reasonably cost effective open loop Ethercat cia402 drives from Rtelligent and Leadshine. Both offer drives that can control two open loop stepper motors. The Rtelligent ECR60X2A is USD $60 each ex works (for 2 steppers).
Please Log in or Create an account to join the conversation.
- rodw
-
- Away
- Platinum Member
-
- Posts: 11855
- Thank you received: 4020
cia402 defines pins to set velocity and acceleration while homing. 0x6099 and 0x609a
hi
in my last test there was no following error on gcode running, the problem was the very low acceleration.
following errors appears on homing procedure
Please Log in or Create an account to join the conversation.
- PCW
-

- Away
- Moderator
-

- Posts: 17844
- Thank you received: 5221
Running the LinuxCNC logo:
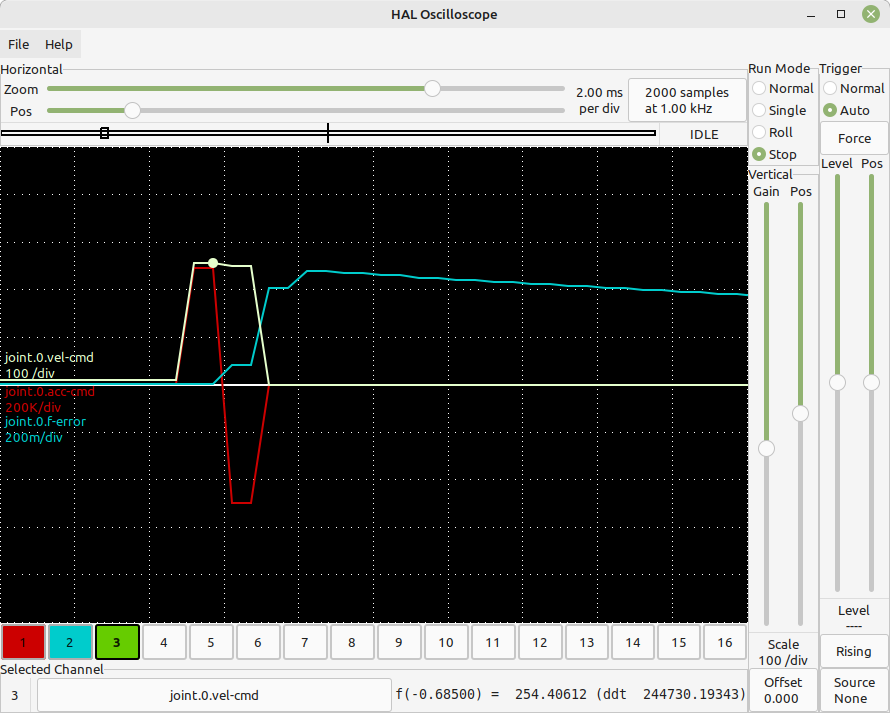
Attachments:
Please Log in or Create an account to join the conversation.
- Grotius
-
- Offline
- Platinum Member
-
- Posts: 2419
- Thank you received: 2348
One last question, if you run the scurve simulation config : axis_scurve_mm.ini using the startup menu.
Run's this ok for you?
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
- Posts: 17844
- Thank you received: 5221
Please Log in or Create an account to join the conversation.
- Grotius
-
- Offline
- Platinum Member
-
- Posts: 2419
- Thank you received: 2348
The referred config file is a simulation for use with no hardware.
I thought if this runs ok on your pc, maybe you have a idea why it will not run ok on real hardware.
i have it running with huge ferror values.
Please Log in or Create an account to join the conversation.