Stepconf et carte TB6600GH Savebase
- Jmgn
- Offline
- Junior Member
-

Less
More
- Posts: 34
- Thank you received: 0
21 Apr 2016 09:51 #73680
by Jmgn
Stepconf et carte TB6600GH Savebase was created by Jmgn
Bonjour à tous,
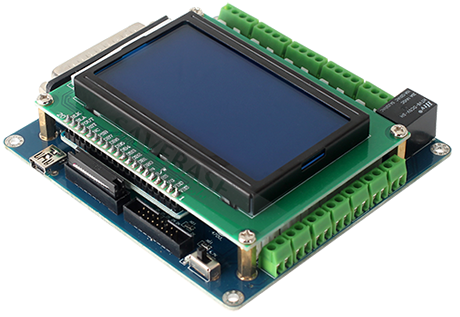
Nouveau, néophyte en CNC, pas (ou tellement peu, dommage) électronicien, j'ai du mal à configurer mon LinuxCNC avec la carte chinoise ci-dessous.
C'est une TB6600. Je trouve des exemples avec la TB6560 mais pas avec la mienne.
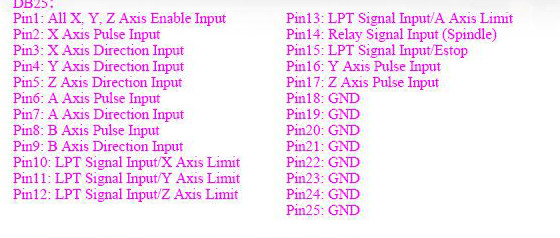
Ci joint les connexions au port parallèle (en anglais). Mon Stepconf est en français, ça va bien pour les pins 1 à 9 et 16/17 et pas bien pour les autres.
Stepconf teste bien mes 3 axes, mais quand j'arrive à la mise en route dans LinuxCNC (après prise d'origine), j'ai un message "limite Z dépassée" et les moteurs ne se mettent pas en route. Mes drivers sont apparemment en fonction.
J'ai sans doute pas tout essayé, mais si quelqu'un a des exemples pour le même matériel, ça m'arrangerait bien.
Merci d'avance, bon courage et bonne journée.
Nouveau, néophyte en CNC, pas (ou tellement peu, dommage) électronicien, j'ai du mal à configurer mon LinuxCNC avec la carte chinoise ci-dessous.
C'est une TB6600. Je trouve des exemples avec la TB6560 mais pas avec la mienne.
Ci joint les connexions au port parallèle (en anglais). Mon Stepconf est en français, ça va bien pour les pins 1 à 9 et 16/17 et pas bien pour les autres.
Stepconf teste bien mes 3 axes, mais quand j'arrive à la mise en route dans LinuxCNC (après prise d'origine), j'ai un message "limite Z dépassée" et les moteurs ne se mettent pas en route. Mes drivers sont apparemment en fonction.
J'ai sans doute pas tout essayé, mais si quelqu'un a des exemples pour le même matériel, ça m'arrangerait bien.
Merci d'avance, bon courage et bonne journée.
Please Log in or Create an account to join the conversation.
- Amedee
-

- Offline
- Senior Member
-

Less
More
- Posts: 56
- Thank you received: 13
21 Apr 2016 12:03 - 21 Apr 2016 12:03 #73684
by Amedee
Replied by Amedee on topic Stepconf et carte TB6600GH Savebase
U peu au hazard pour faire avancer les choses...
C'est 'amusant' qu'ils appellent tout 'input'")
Deux/trois choses:
- Essaie d'inverser le signal pour les fins de course. Si il se plaint de limite dépassée c'est probablement qu'il détecte la fin de course en permanence.
- Vérifies que tu as tous les axes dans le bon sens (+ et - vont dans la bonne direction cartésienne)
- J'ai déjà vu sur le forum qu'il y avait des choses bizarres dans l'interface traduite -- tu peux aussi essayer de refaire le setup avec le StepConf en anglais.
C'est 'amusant' qu'ils appellent tout 'input'
Deux/trois choses:
- Essaie d'inverser le signal pour les fins de course. Si il se plaint de limite dépassée c'est probablement qu'il détecte la fin de course en permanence.
- Vérifies que tu as tous les axes dans le bon sens (+ et - vont dans la bonne direction cartésienne)
- J'ai déjà vu sur le forum qu'il y avait des choses bizarres dans l'interface traduite -- tu peux aussi essayer de refaire le setup avec le StepConf en anglais.
Last edit: 21 Apr 2016 12:03 by Amedee.
The following user(s) said Thank You: Jmgn
Please Log in or Create an account to join the conversation.
- Jmgn
- Offline
- Junior Member
-
Less
More
- Posts: 34
- Thank you received: 0
21 Apr 2016 12:15 #73685
by Jmgn
Replied by Jmgn on topic Stepconf et carte TB6600GH Savebase
Ok, vais voir ça ce soir, merci et sans doute à plus tard...
Please Log in or Create an account to join the conversation.
- Jmgn
- Offline
- Junior Member
-
Less
More
- Posts: 34
- Thank you received: 0
24 Apr 2016 10:48 #73791
by Jmgn
Replied by Jmgn on topic Stepconf et carte TB6600GH Savebase
Bon, bin bonjour tout le monde et bon dimanche...
Retour après pas mal d'essais, je résume :
- la sortie LPT me semble à peu près configurée ;
- quand tout est branché, les arbres moteurs sont bloqués ;
- sur le test des axes dans Stepconf, j'entends une impulsion pour l'arrêt ;
- j'ai modifié un driver de moteur au niveau alimentation pour passer à 4.2A (sauf erreur).
Dans LinuxCNC (Axis), je tente une prise d'origine générale (mes 3 axes sont bien dans les limites).
L'outil part plein pot vers le bas jusqu'à -200.00.
J'ai un avertissement "fin de mouvement en recherche d'origine 5".
Je tente un départ cycle et là j'ai "Pas de départ cycle avant la prise d'origine machine".
Merci encore pour vos avis et la réponse d'avant hier.
Retour après pas mal d'essais, je résume :
- la sortie LPT me semble à peu près configurée ;
- quand tout est branché, les arbres moteurs sont bloqués ;
- sur le test des axes dans Stepconf, j'entends une impulsion pour l'arrêt ;
- j'ai modifié un driver de moteur au niveau alimentation pour passer à 4.2A (sauf erreur).
Dans LinuxCNC (Axis), je tente une prise d'origine générale (mes 3 axes sont bien dans les limites).
L'outil part plein pot vers le bas jusqu'à -200.00.
J'ai un avertissement "fin de mouvement en recherche d'origine 5".
Je tente un départ cycle et là j'ai "Pas de départ cycle avant la prise d'origine machine".
Merci encore pour vos avis et la réponse d'avant hier.
Please Log in or Create an account to join the conversation.
- Jmgn
- Offline
- Junior Member
-
Less
More
- Posts: 34
- Thank you received: 0
24 Apr 2016 10:50 #73792
by Jmgn
Replied by Jmgn on topic Stepconf et carte TB6600GH Savebase
Pour Amedée, j'aurais bien voulu trouver Stepconf an Anglais, mais pas possible, je trouve pas la config de langue dans mon XFCE installé automatique avec LinuxCNC en spécial, je trouvais facile à faire.
Please Log in or Create an account to join the conversation.
- Amedee
-
- Offline
- Senior Member
-
Less
More
- Posts: 56
- Thank you received: 13
24 Apr 2016 18:15 #73812
by Amedee
Replied by Amedee on topic Stepconf et carte TB6600GH Savebase
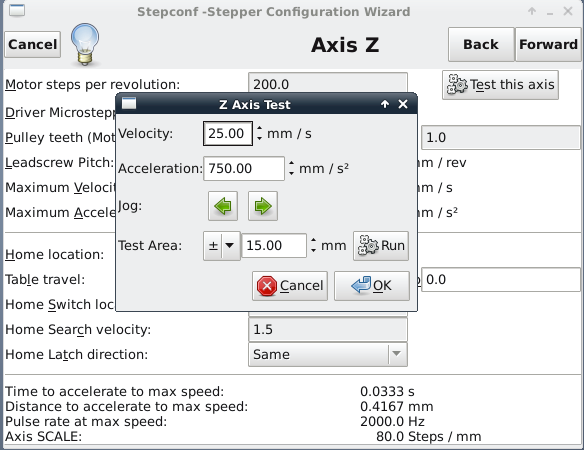
Ton Z ne doit pas être configuré correctement.
En principe pour le Z la prise d'origine se fait en haut, donc au maximum de la valeur Z, le 0 étant la position la plus basse.
Si ton Z commence par descendre, soit il est configuré à l'envers (dans les test StepConf avec '+' il doit monter), soit tu as définit le 0 en haut au lieu d'en bas (ou la prise d'origine en 0 au lieu du maximum)...
Si tu penses que tout est correct tu peux partager ton fichier de config qu'on puisse essayer de voir ce qui se passe.
En principe pour le Z la prise d'origine se fait en haut, donc au maximum de la valeur Z, le 0 étant la position la plus basse.
Si ton Z commence par descendre, soit il est configuré à l'envers (dans les test StepConf avec '+' il doit monter), soit tu as définit le 0 en haut au lieu d'en bas (ou la prise d'origine en 0 au lieu du maximum)...
Si tu penses que tout est correct tu peux partager ton fichier de config qu'on puisse essayer de voir ce qui se passe.
Please Log in or Create an account to join the conversation.
- Jmgn
- Offline
- Junior Member
-
Less
More
- Posts: 34
- Thank you received: 0
24 Apr 2016 21:31 #73822
by Jmgn
Replied by Jmgn on topic Stepconf et carte TB6600GH Savebase
J'ai essayé pas mal de modifs sur le Z, il change de direction c'est tout, et continue à +200 ou -200.
Je te joins mes deux fichiers config (j'espère que c'est les bons).
Et autre question, à partir de quelle opération les moteurs peuvent ils tourner ? (dans Stepconf ou il faut mettre en route un fichier test ?)
Au fait, j'ai la version 2.7.4 de LinuxCNC.
Bonne nuit à tout le monde, je m'arrête là.
Je te joins mes deux fichiers config (j'espère que c'est les bons).
Et autre question, à partir de quelle opération les moteurs peuvent ils tourner ? (dans Stepconf ou il faut mettre en route un fichier test ?)
Au fait, j'ai la version 2.7.4 de LinuxCNC.
Bonne nuit à tout le monde, je m'arrête là.
Please Log in or Create an account to join the conversation.
- Amedee
-
- Offline
- Senior Member
-
Less
More
- Posts: 56
- Thank you received: 13
25 Apr 2016 16:56 #73866
by Amedee
Dans StepConf, sur la page de configuration de ton axe, tu as un bouton qui te permet de tester le mouvement et le sens (Je ne peut pas t'en dire beaucoup plus, je n'utilise pas le port parallèle donc ma connaissance de StepConf est limitée
La config de ton Z est un peu bizarre:
Tu as l'air de dire que ton home switch est au milieu (offset 0, mais les min/max sont a +/- 50). Même si c'est le cas, on met en général la position home en fin de course et on met un offset pour le home switch.
Tes switches sont normalement ouvert ou fermés (NO/NC)?
Replied by Amedee on topic Stepconf et carte TB6600GH Savebase
Et autre question, à partir de quelle opération les moteurs peuvent ils tourner ? (dans Stepconf ou il faut mettre en route un fichier test ?)
Dans StepConf, sur la page de configuration de ton axe, tu as un bouton qui te permet de tester le mouvement et le sens (Je ne peut pas t'en dire beaucoup plus, je n'utilise pas le port parallèle donc ma connaissance de StepConf est limitée
La config de ton Z est un peu bizarre:
[AXIS_2]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 25.0
MAX_ACCELERATION = 750.0
STEPGEN_MAXACCEL = 937.5
SCALE = 80.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -50.0
MAX_LIMIT = 50.0
HOME_OFFSET = 0.000000
HOME_SEARCH_VEL = 20.000000
HOME_LATCH_VEL = 6.250000
HOME_SEQUENCE = 0Tu as l'air de dire que ton home switch est au milieu (offset 0, mais les min/max sont a +/- 50). Même si c'est le cas, on met en général la position home en fin de course et on met un offset pour le home switch.
Tes switches sont normalement ouvert ou fermés (NO/NC)?
Please Log in or Create an account to join the conversation.
- Jmgn
- Offline
- Junior Member
-
Less
More
- Posts: 34
- Thank you received: 0
25 Apr 2016 20:26 #73870
by Jmgn
Replied by Jmgn on topic Stepconf et carte TB6600GH Savebase
Alors pour le test dans Stepconf, ça marche (les moteurs ne tournent pas, mais la carte affiche les courses + ou -.
Et pour le réglage de Z en milieu de course, c'est la seule solution que j'ai trouvée pour rester dans les limites.
Je vais essayer le home en bout de course, mais quand tu parles de switches, c'est des drivers moteurs qu'on parle ? Si c'est ça, je ne suis pas sûr du tout qu'ils soient bien configurés.
Et pour le réglage de Z en milieu de course, c'est la seule solution que j'ai trouvée pour rester dans les limites.
Je vais essayer le home en bout de course, mais quand tu parles de switches, c'est des drivers moteurs qu'on parle ? Si c'est ça, je ne suis pas sûr du tout qu'ils soient bien configurés.
Please Log in or Create an account to join the conversation.
- Amedee
-
- Offline
- Senior Member
-
Less
More
- Posts: 56
- Thank you received: 13
26 Apr 2016 06:51 #73887
by Amedee
Non, je parle des "contacteurs" de "positionnement" sur ta machine.
Entre guillemets vu que je n'ai aucune idée a quoi ressemble ta machine mécaniquement, mais en général des contacteurs qui se trouvent en fin de course sur les 3 axes
Replied by Amedee on topic Stepconf et carte TB6600GH Savebase
mais quand tu parles de switches, c'est des drivers moteurs qu'on parle ?
Non, je parle des "contacteurs" de "positionnement" sur ta machine.
Entre guillemets vu que je n'ai aucune idée a quoi ressemble ta machine mécaniquement, mais en général des contacteurs qui se trouvent en fin de course sur les 3 axes
Please Log in or Create an account to join the conversation.
Time to create page: 0.267 seconds