PlasmaC Just using pierce for circle centre
- Clive S
- Offline
- Platinum Member
-

- Posts: 2204
- Thank you received: 486
Thanks Phill
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-
- Posts: 12005
- Thank you received: 4086
Please Log in or Create an account to join the conversation.
- Clive S
- Offline
- Platinum Member
-
- Posts: 2204
- Thank you received: 486
To achieve spotting prior to drilling etc, PlasmaC can pulse the torch for a short duration to mark the drill spot.
This is done by first setting the arc voltage threshold in the Config Panel. If the threshold voltage is set to zero then the delay timer will begin from when the torch on signal was sent. If the threshold voltage is set above zero then the delay timer will begin when the arc voltage reaches the threshold voltage.
Then set the delay time in the Config Panel. When the delay is complete, the torch will turn off. Times are adjustable from 0 to 9999 milli-seconds.
The torch is then turned on in G-Code with the M3 $2 S1 command which selects the plasma torch as a spotting tool.
To enable spotting, see multiple tools.
LinuxCNC requires some motion between an M3 command and a M5 command so a minimal movement at a high speed is programmed.
I have followed the above and "setp plasmac.multi-tool 1" then setup a new tool called Centre Spot
then using pierce only It doe not change the gcode to m3 $2 s1 (spotting on) . It shows m3 $0 s1
.
I have even edited the code outside of PlasmaC to m3 $2 s1 and it changes it back to m3 $0 s1
I don't think you can edit the code from within PlasmaC as the edit command is greyed out
.
I would like to be able to pierce the centre of circles. Where am I going wrong?
Please Log in or Create an account to join the conversation.
- phillc54
-

- Offline
- Platinum Member
-
- Posts: 5711
- Thank you received: 2100
Pierce Only will read the G-Code file and run through it without doing any cutting, it will do a complete pierce where the G-Code file does the original pierce. This will only be the sentre of a hole if the original pierce was there. This does not require multi tool.
linuxcnc.org/docs/2.8/html/plasma/plasma...guide.html#cut-types
Centre Spotting is similar but it only does a short pulse controlled by Spotting Threshold and Spotting Delay rather than piercing. Again it will only do the spot where the GCode has defined it. This does require multi tool.
linuxcnc.org/docs/2.8/html/plasma/plasma...guide.html#_spotting
For both modes you need to ensure that the GCode has defined where you want the pierce or spot.
Please Log in or Create an account to join the conversation.
- Clive S
- Offline
- Platinum Member
-
- Posts: 2204
- Thank you received: 486
so I must not use sheetcam and generate the required gcode with vetric or whatever then hand edit it with the correct m3 $2 s1 etc.
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
- Posts: 5711
- Thank you received: 2100
Please Log in or Create an account to join the conversation.
- Clive S
- Offline
- Platinum Member
-
- Posts: 2204
- Thank you received: 486
You can use SheetCam, you just need to ensure you are using the spotting tool and that your leading start point is the centre of the hole.
Ah. I have not used any tools in sheetcam I think I just made one then used the same tool for all jobs as when it gets loaded into PlasmaC I pick the parameters from the run panel.
I don't see any tools in Sheetcam apart from the one I generated
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
- Posts: 5711
- Thank you received: 2100
Please Log in or Create an account to join the conversation.
- Clive S
- Offline
- Platinum Member
-
- Posts: 2204
- Thank you received: 486
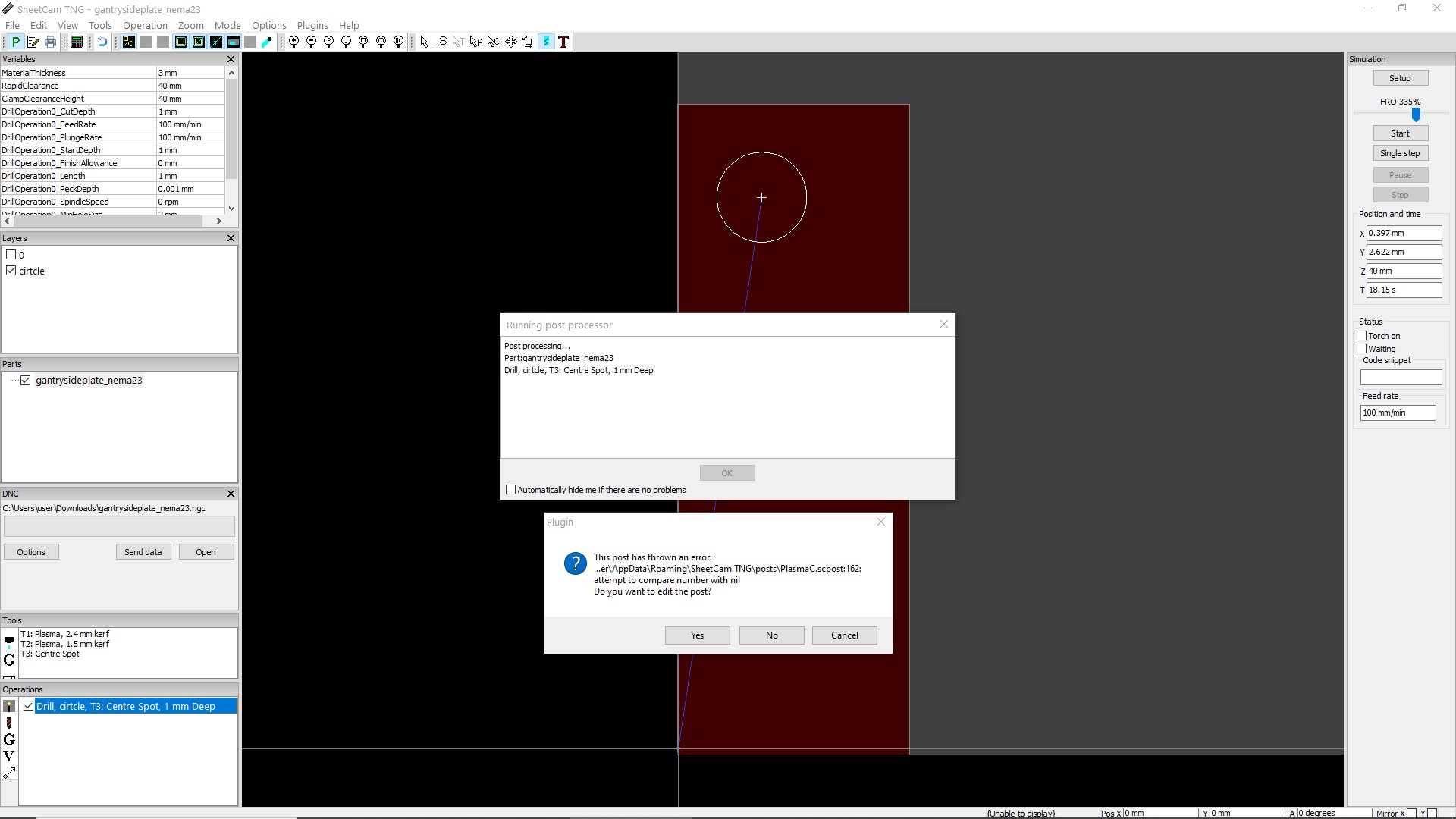
Create one named "Centre Spot" don't worry about the parameters and use that.
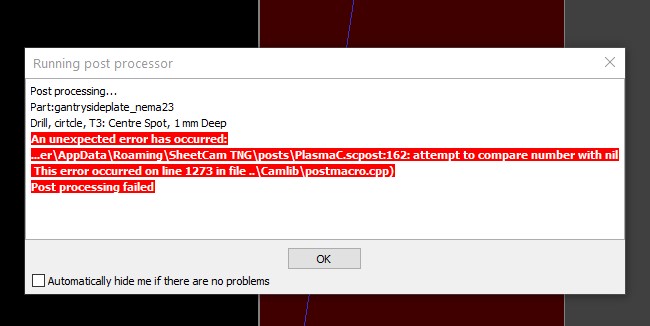
I have done that and failed. It spotted on the edge of the circle Then I tried using the drilling tool which at first seem to work on screen sheetcam but then the PP fails.
Attachments:
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
- Posts: 5711
- Thank you received: 2100
Please Log in or Create an account to join the conversation.