Rods "Spaceship" Scratch built Plasma Cutter build
- rodw
-
 Topic Author
Topic Author
- Away
- Platinum Member
-

Less
More
- Posts: 12054
- Thank you received: 4114
17 Jun 2019 21:38 #137163
by rodw
Replied by rodw on topic Rods "Spaceship" Scratch built Plasma Cutter build
I was hoping I could define a tool offset for this. T1 = plasma T2 = crosshairs so I'll just have to work it out once I get it wired in as an extension lead and a plug pack is not really appropriate.
Tommy, I did not receive any messages. you can email me direct " rodw at" my website. The lack of reliable forum messaging is why I suggest people contact via my website.
Software allows people to sell things at perceived value, not a markup on cost. In my last job, I purchased a couple of digital printing machines which were software limited by a licence key to just 160 pages per minute. They were capable of running at 320 copies per minute. We got behind while we only had one commissioned so we bought the go fast license for 1 month for $7k. My staff worked one Saturday shift and were back on track again. The permanent speed upgrade was $180k and they just typed in a Licence key. Grotius will be pleased to know these machines were built in Holland by Oce who were subsequently purchased by Canon for 0.9 billion Euros and after the purchase, Canon still had 1/3 of their cash reserves in the bank!
Tommy, I did not receive any messages. you can email me direct " rodw at" my website. The lack of reliable forum messaging is why I suggest people contact via my website.
Software allows people to sell things at perceived value, not a markup on cost. In my last job, I purchased a couple of digital printing machines which were software limited by a licence key to just 160 pages per minute. They were capable of running at 320 copies per minute. We got behind while we only had one commissioned so we bought the go fast license for 1 month for $7k. My staff worked one Saturday shift and were back on track again. The permanent speed upgrade was $180k and they just typed in a Licence key. Grotius will be pleased to know these machines were built in Holland by Oce who were subsequently purchased by Canon for 0.9 billion Euros and after the purchase, Canon still had 1/3 of their cash reserves in the bank!
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21768
- Thank you received: 7440
17 Jun 2019 22:18 #137166
by tommylight
Replied by tommylight on topic Rods "Spaceship" Scratch built Plasma Cutter build
Will do, thank you.
Please Log in or Create an account to join the conversation.
- pl7i92
-

- Offline
- Platinum Member
-
Less
More
- Posts: 1872
- Thank you received: 358
18 Jun 2019 05:44 #137175
by pl7i92
Replied by pl7i92 on topic Rods "Spaceship" Scratch built Plasma Cutter build
a laser beam on a plasma will that not be killed by missfirering EMI
we got in 2012 a small crosshair and it be killed within hours of work
as on letter cut it missfirerd trou to ED overrun of the Plasma
i guess it has been that newer got one since mounted
using Home for the sheet with fixed clamp to zero
we got in 2012 a small crosshair and it be killed within hours of work
as on letter cut it missfirerd trou to ED overrun of the Plasma
i guess it has been that newer got one since mounted
using Home for the sheet with fixed clamp to zero
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-
Less
More
- Posts: 19888
- Thank you received: 4645
20 Jun 2019 12:13 #137365
by andypugh
Use the LinuxCNC tool table to store an XY offset for your laser crosshair.
Then G43 H99 (or whatever) will offset the DRO.
Replied by andypugh on topic Rods "Spaceship" Scratch built Plasma Cutter build
So if anybody has any ideas on how to handle the offsets to use this, I would appreciate some pointers. I know what I have to do to calculate the offset and square it. but its the software stuff I'd like to know a bit more about.
Use the LinuxCNC tool table to store an XY offset for your laser crosshair.
Then G43 H99 (or whatever) will offset the DRO.
Please Log in or Create an account to join the conversation.
- Grotius
-

- Offline
- Platinum Member
-
Less
More
- Posts: 2419
- Thank you received: 2349
21 Jun 2019 18:16 - 21 Jun 2019 19:02 #137508
by Grotius
Replied by Grotius on topic Rods "Spaceship" Scratch built Plasma Cutter build
Rod,
Thank you for all your work so far to the plasma topic's and your own plasma topic !!
Thank's to your examples i made a c component earlyer.
You mailed me explaining code examples and so on. So i am thankfull to you !!
So credit's for cutting this 40mm thickness piece with bridge 6mm go's to you, it's cutted at 200 amps.
The picture is made during the plasma training course today.
Linuxcnc is used by Pon Catterpillar. They are very happy with linux.
It's cutted with a Thermal Dynamics XT200 today.
The big logo was cutted as a present for a 25 year employee.
We have official approval to use (integrate) the Thermal Dynamic's cutting chart's into open source software.
This approval is sent to me by in.linkedin.com/in/matthijs-piersma-61942a14
He can add Tommy to the OEM list. I have done some work for Tommy. They can sent to Kosovo.


Thank you for all your work so far to the plasma topic's and your own plasma topic !!
Thank's to your examples i made a c component earlyer.
You mailed me explaining code examples and so on. So i am thankfull to you !!
So credit's for cutting this 40mm thickness piece with bridge 6mm go's to you, it's cutted at 200 amps.
The picture is made during the plasma training course today.
Linuxcnc is used by Pon Catterpillar. They are very happy with linux.
It's cutted with a Thermal Dynamics XT200 today.
The big logo was cutted as a present for a 25 year employee.
We have official approval to use (integrate) the Thermal Dynamic's cutting chart's into open source software.
This approval is sent to me by in.linkedin.com/in/matthijs-piersma-61942a14
He can add Tommy to the OEM list. I have done some work for Tommy. They can sent to Kosovo.
Attachments:
Last edit: 21 Jun 2019 19:02 by Grotius.
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Away
- Platinum Member
-
Less
More
- Posts: 12054
- Thank you received: 4114
22 Jun 2019 10:09 #137574
by rodw
Replied by rodw on topic Rods "Spaceship" Scratch built Plasma Cutter build
Grotius. Thanks for the tribute. I think it is amazing that you have advanced so far with Linuxcnc to win such a powerful customer. It reminds me of a gentleman I once met here in Australia maybe 30 years ago who had 6 D10 bulldozers which then were worth $1.0m each. He broke a 6 tonne part on one of them. They apologised and said it should never have broken and said they would send one to Australia. So they put the part in a plane, and put as many other parts that would fit and flew it to Australia. The machine was down for a week and then Caterpillar did inservice modifications to every D10 in the world so it never happened again.
Anyway back on topic.
I decided to put a laser pointer on my plasma cutter so I needed to get 5 volts up on the gantry to power. As I had 24 volts up there in a metal breakout box for all of the sensors so the easiset way as to get a small buck power supply off ebay.
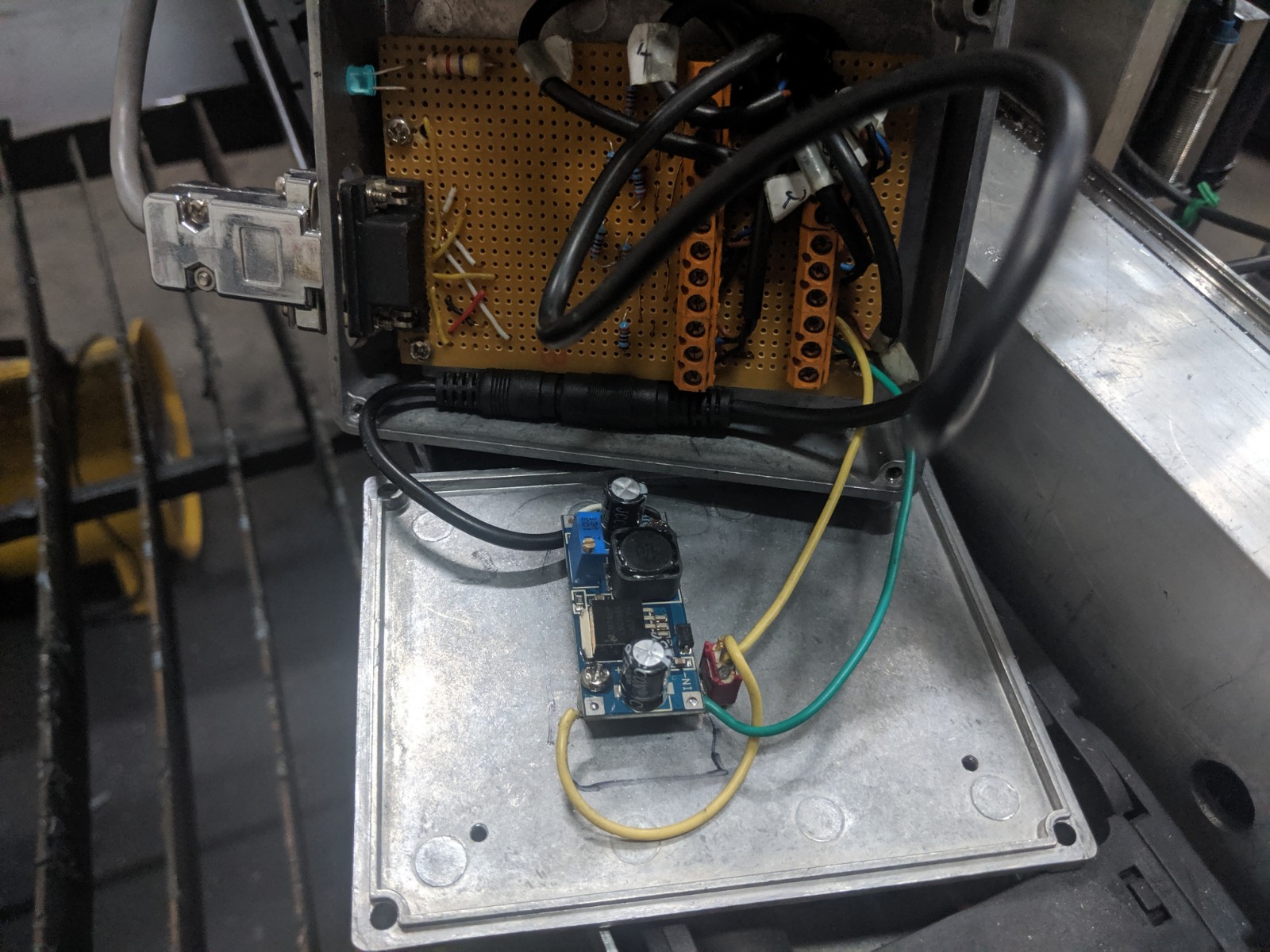
But I had no spare wires in the cable running up there so I had to add a manual switch instead of using an output on my 7i76e
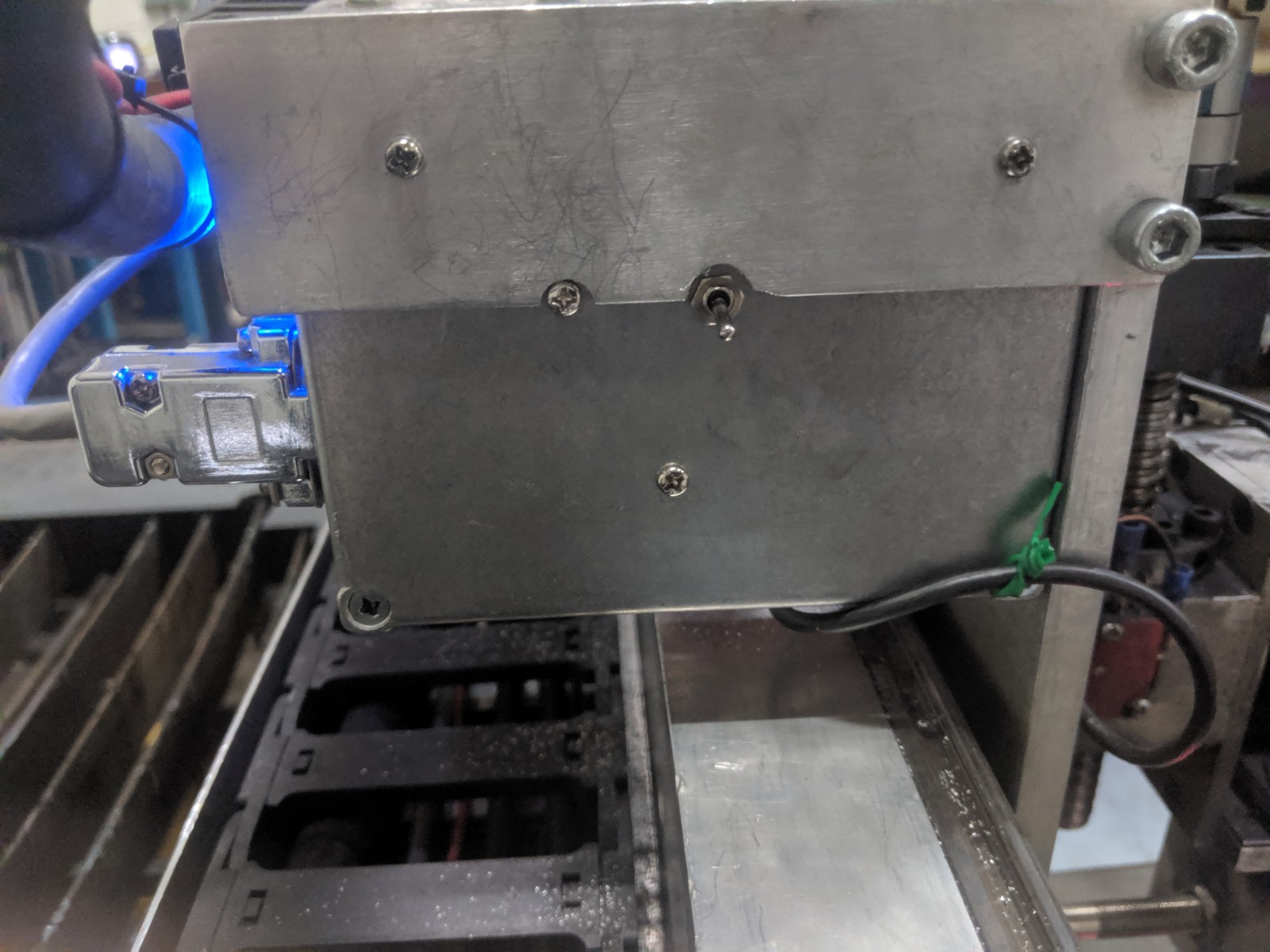
So now I have a crosshair pointer.
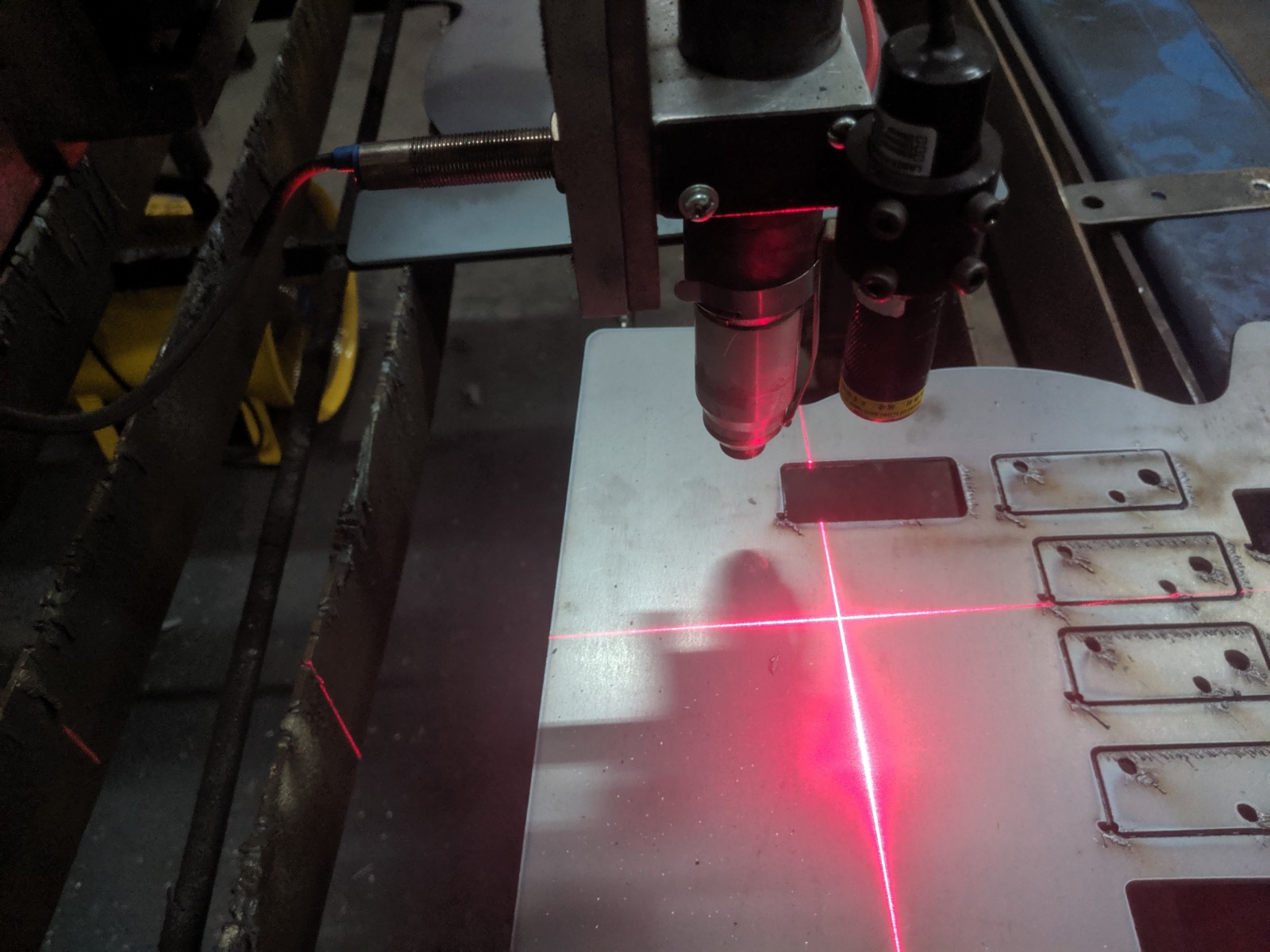
So to calibrate this, I burnt a spot at coordinates 0,0 and then jogged until the crosshairs were over the exact centre of it and recorded the offset. Then I added a couple of Gmocappy macro buttons that I called Laser_On and Laser_Off. By aligning the crosshairs where I want to cut, I just hit Laser_Off and it moves the torch to the crosshair position and then I just need to touch off in the usual way.
If I want the lasr to be at the crosshair position, I just need to press Laser_On.
Anyway back on topic.
I decided to put a laser pointer on my plasma cutter so I needed to get 5 volts up on the gantry to power. As I had 24 volts up there in a metal breakout box for all of the sensors so the easiset way as to get a small buck power supply off ebay.
But I had no spare wires in the cable running up there so I had to add a manual switch instead of using an output on my 7i76e
So now I have a crosshair pointer.
So to calibrate this, I burnt a spot at coordinates 0,0 and then jogged until the crosshairs were over the exact centre of it and recorded the offset. Then I added a couple of Gmocappy macro buttons that I called Laser_On and Laser_Off. By aligning the crosshairs where I want to cut, I just hit Laser_Off and it moves the torch to the crosshair position and then I just need to touch off in the usual way.
If I want the lasr to be at the crosshair position, I just need to press Laser_On.
Attachments:
Please Log in or Create an account to join the conversation.
- phillc54
-

- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
22 Jun 2019 10:30 #137577
by phillc54
Replied by phillc54 on topic Rods "Spaceship" Scratch built Plasma Cutter build
Rod,
Looks good. You could probably get the macro to do the touch off as well using G10 L20.
Cheers, Phill.
Looks good. You could probably get the macro to do the touch off as well using G10 L20.
Cheers, Phill.
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Away
- Platinum Member
-
Less
More
- Posts: 12054
- Thank you received: 4114
22 Jun 2019 11:13 #137580
by rodw
Replied by rodw on topic Rods "Spaceship" Scratch built Plasma Cutter build
Phill, thanks, so if a the laser pointer X & Y offsets were 20mm and 30mm, would do something like:
G10 L20 P1 X20 Y30
so then would a G0 X0 Y0 put the torch where the pointer was?
I know there is a way, I just don't understand G code enough.
G10 L20 P1 X20 Y30
so then would a G0 X0 Y0 put the torch where the pointer was?
I know there is a way, I just don't understand G code enough.
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
22 Jun 2019 11:22 #137582
by phillc54
Replied by phillc54 on topic Rods "Spaceship" Scratch built Plasma Cutter build
Yes, something like that. If you use P0 it will do the current co-ordinate system. Or you could move first then set it to X0 Y0.
The following user(s) said Thank You: rodw
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Away
- Platinum Member
-
Less
More
- Posts: 12054
- Thank you received: 4114
23 Jun 2019 23:55 #137682
by rodw
G10 L20 P0 X0 Y0 and I have an instant touchoff ready to start cutting.
I might add my choice of NPN prox sensors bit again as one more died on the weekend so I could not home until I replaced it. Thats the second of 5 sensors I've replaced. I think I probably should have added current limiting resistors.
Anyway, one step closer to finishing my machine!
Replied by rodw on topic Rods "Spaceship" Scratch built Plasma Cutter build
Phill, thanks this did the trick for me nicely. After the torch moves to the crosshairs at the end of my macro, I addedYes, something like that. If you use P0 it will do the current co-ordinate system. Or you could move first then set it to X0 Y0.
G10 L20 P0 X0 Y0 and I have an instant touchoff ready to start cutting.
I might add my choice of NPN prox sensors bit again as one more died on the weekend so I could not home until I replaced it. Thats the second of 5 sensors I've replaced. I think I probably should have added current limiting resistors.
Anyway, one step closer to finishing my machine!
The following user(s) said Thank You: phillc54
Please Log in or Create an account to join the conversation.
Time to create page: 0.286 seconds