- Hardware & Machines
- CNC Machines
- Milling Machines
- Prototrak Plus Retrofit with Mesa 7i77 & 5i25 cards
Prototrak Plus Retrofit with Mesa 7i77 & 5i25 cards
- new2linux
- Offline
- Platinum Member
-

Less
More
- Posts: 711
- Thank you received: 9
11 May 2017 15:56 #93030
by new2linux
Replied by new2linux on topic Prototrak Plus Retrofit with Mesa 7i77 & 5i25 cards
Many, many thanks!
This is got to be getting close. This is the highest "gain" range yet.
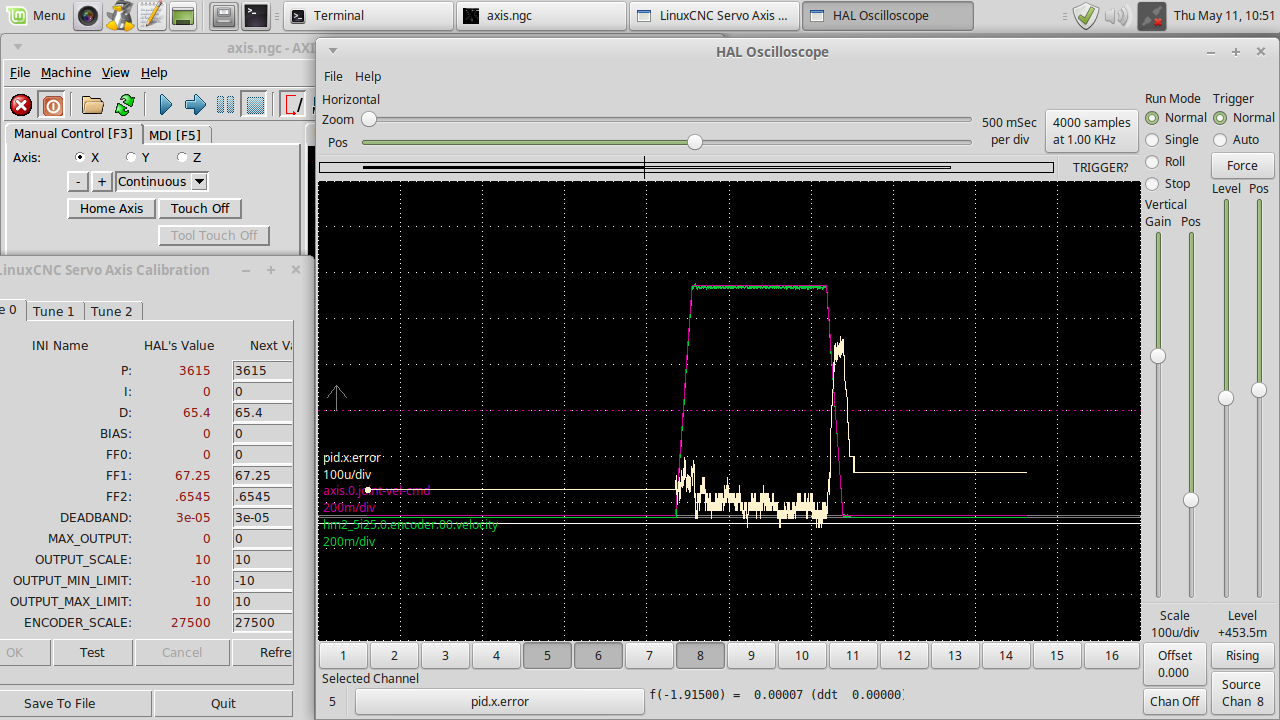
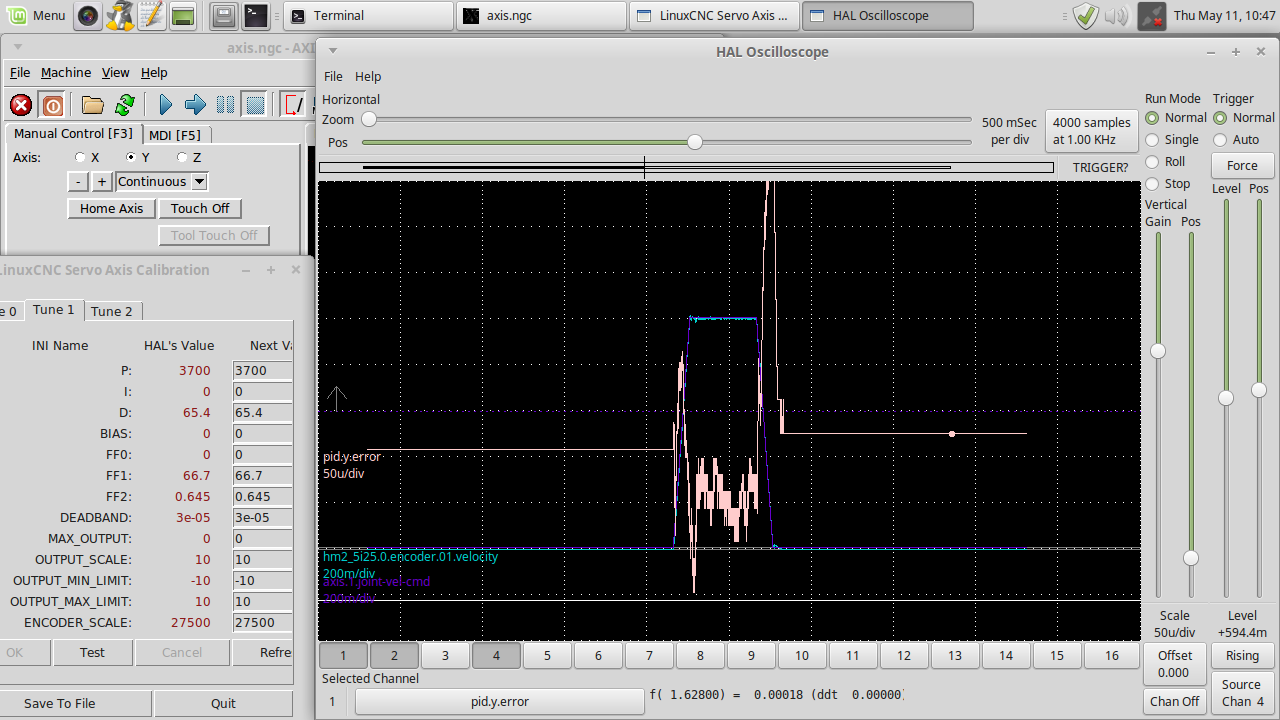
Welcome your thoughts.
Many thanks!
This is got to be getting close. This is the highest "gain" range yet.
Welcome your thoughts.
Many thanks!
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-

- Online
- Platinum Member
-
Less
More
- Posts: 4764
- Thank you received: 1464
11 May 2017 16:26 #93032
by Todd Zuercher
Replied by Todd Zuercher on topic Prototrak Plus Retrofit with Mesa 7i77 & 5i25 cards
Looks pretty good. Congratulations. Now you just need to get that Z axis hooked up. ")
The following user(s) said Thank You: new2linux
Please Log in or Create an account to join the conversation.
- new2linux
- Offline
- Platinum Member
-
Less
More
- Posts: 711
- Thank you received: 9
11 May 2017 16:55 - 11 May 2017 18:16 #93034
by new2linux
Replied by new2linux on topic Prototrak Plus Retrofit with Mesa 7i77 & 5i25 cards
Todd, Thank you!!! Could not of tuned it w/o your advise.
The z is not necessary just now. I think I will try the demo soon.
Thanks!
Edit: I change the "ferror" and "max ferror" (i think this was the .ini files edited to 1.0 each) and that fixed "joint 2 following error".
My question is how to make program stop for manual "z" setting? It runs the sample program, just wont stop for manual setting.
The z is not necessary just now. I think I will try the demo soon.
Thanks!
Edit: I change the "ferror" and "max ferror" (i think this was the .ini files edited to 1.0 each) and that fixed "joint 2 following error".
My question is how to make program stop for manual "z" setting? It runs the sample program, just wont stop for manual setting.
Last edit: 11 May 2017 18:16 by new2linux.
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-
- Online
- Platinum Member
-
Less
More
- Posts: 4764
- Thank you received: 1464
11 May 2017 18:42 #93039
by Todd Zuercher
Replied by Todd Zuercher on topic Prototrak Plus Retrofit with Mesa 7i77 & 5i25 cards
A better way is to short circuit the feed back loop for the Z with a line like this in your hal program.
net z-pos-cmd <= axis.0.motor-pos-cmd => axis.0.motor-pos-fb
(You will probably have to comment out this line "net z-pos-fb => axis.0.motor-pos-fb")
net z-pos-cmd <= axis.0.motor-pos-cmd => axis.0.motor-pos-fb
(You will probably have to comment out this line "net z-pos-fb => axis.0.motor-pos-fb")
The following user(s) said Thank You: new2linux
Please Log in or Create an account to join the conversation.
- new2linux
- Offline
- Platinum Member
-
Less
More
- Posts: 711
- Thank you received: 9
11 May 2017 19:28 - 11 May 2017 19:31 #93040
by new2linux
Replied by new2linux on topic Prototrak Plus Retrofit with Mesa 7i77 & 5i25 cards
Thanks you, Todd!
Attached are the .ini and .hal files (to keep all in 1 place), I am thinking that the way the .hal file was correct, but apparently not so, still have ""axis.0.motor-pos-cmd"" not found. Is there any suggested reading?
Many thanks!!
Edit: Paste section of .hal file of area in question:
"" # ---PWM Generator signals/setup---
setp hm2_5i25.0.7i77.0.1.analogout2-scalemax [AXIS_2]OUTPUT_SCALE
setp hm2_5i25.0.7i77.0.1.analogout2-minlim [AXIS_2]OUTPUT_MIN_LIMIT
setp hm2_5i25.0.7i77.0.1.analogout2-maxlim [AXIS_2]OUTPUT_MAX_LIMIT
net z-output => hm2_5i25.0.7i77.0.1.analogout2
net z-pos-cmd axis.2.motor-pos-cmd
net z-enable axis.2.amp-enable-out
# ---Encoder feedback signals/setup---
setp hm2_5i25.0.encoder.02.counter-mode 0
setp hm2_5i25.0.encoder.02.filter 1
setp hm2_5i25.0.encoder.02.index-invert 0
setp hm2_5i25.0.encoder.02.index-mask 0
setp hm2_5i25.0.encoder.02.index-mask-invert 0
setp hm2_5i25.0.encoder.02.scale [AXIS_2]ENCODER_SCALE
net z-pos-fb <= hm2_5i25.0.encoder.02.position
net z-vel-fb <= hm2_5i25.0.encoder.02.velocity
net z-pos-cmd <= axis.2.motor-pos-cmd=> axis.2.motor-pos-fb
# net z-pos-fb => axis.2.motor-pos-fb
net z-index-enable axis.2.index-enable <=> hm2_5i25.0.encoder.02.index-enable
net z-pos-rawcounts <= hm2_5i25.0.encoder.02.rawcounts
# ---setup home / limit switch signals---
net z-home-sw => axis.2.home-sw-in
net z-neg-limit => axis.2.neg-lim-sw-in
net z-pos-limit => axis.2.pos-lim-sw-in
#*******************
# SPINDLE S ""
Attached are the .ini and .hal files (to keep all in 1 place), I am thinking that the way the .hal file was correct, but apparently not so, still have ""axis.0.motor-pos-cmd"" not found. Is there any suggested reading?
Many thanks!!
Edit: Paste section of .hal file of area in question:
"" # ---PWM Generator signals/setup---
setp hm2_5i25.0.7i77.0.1.analogout2-scalemax [AXIS_2]OUTPUT_SCALE
setp hm2_5i25.0.7i77.0.1.analogout2-minlim [AXIS_2]OUTPUT_MIN_LIMIT
setp hm2_5i25.0.7i77.0.1.analogout2-maxlim [AXIS_2]OUTPUT_MAX_LIMIT
net z-output => hm2_5i25.0.7i77.0.1.analogout2
net z-pos-cmd axis.2.motor-pos-cmd
net z-enable axis.2.amp-enable-out
# ---Encoder feedback signals/setup---
setp hm2_5i25.0.encoder.02.counter-mode 0
setp hm2_5i25.0.encoder.02.filter 1
setp hm2_5i25.0.encoder.02.index-invert 0
setp hm2_5i25.0.encoder.02.index-mask 0
setp hm2_5i25.0.encoder.02.index-mask-invert 0
setp hm2_5i25.0.encoder.02.scale [AXIS_2]ENCODER_SCALE
net z-pos-fb <= hm2_5i25.0.encoder.02.position
net z-vel-fb <= hm2_5i25.0.encoder.02.velocity
net z-pos-cmd <= axis.2.motor-pos-cmd=> axis.2.motor-pos-fb
# net z-pos-fb => axis.2.motor-pos-fb
net z-index-enable axis.2.index-enable <=> hm2_5i25.0.encoder.02.index-enable
net z-pos-rawcounts <= hm2_5i25.0.encoder.02.rawcounts
# ---setup home / limit switch signals---
net z-home-sw => axis.2.home-sw-in
net z-neg-limit => axis.2.neg-lim-sw-in
net z-pos-limit => axis.2.pos-lim-sw-in
#*******************
# SPINDLE S ""
Last edit: 11 May 2017 19:31 by new2linux.
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-
- Online
- Platinum Member
-
Less
More
- Posts: 4764
- Thank you received: 1464
11 May 2017 19:43 - 11 May 2017 19:46 #93041
by Todd Zuercher
Replied by Todd Zuercher on topic Prototrak Plus Retrofit with Mesa 7i77 & 5i25 cards
Try this
# ---PWM Generator signals/setup---
setp hm2_5i25.0.7i77.0.1.analogout2-scalemax [AXIS_2]OUTPUT_SCALE
setp hm2_5i25.0.7i77.0.1.analogout2-minlim [AXIS_2]OUTPUT_MIN_LIMIT
setp hm2_5i25.0.7i77.0.1.analogout2-maxlim [AXIS_2]OUTPUT_MAX_LIMIT
net z-output => hm2_5i25.0.7i77.0.1.analogout2
net z-pos-cmd axis.2.motor-pos-cmd
net z-enable axis.2.amp-enable-out
# ---Encoder feedback signals/setup---
setp hm2_5i25.0.encoder.02.counter-mode 0
setp hm2_5i25.0.encoder.02.filter 1
setp hm2_5i25.0.encoder.02.index-invert 0
setp hm2_5i25.0.encoder.02.index-mask 0
setp hm2_5i25.0.encoder.02.index-mask-invert 0
setp hm2_5i25.0.encoder.02.scale [AXIS_2]ENCODER_SCALE
net z-pos-fb <= hm2_5i25.0.encoder.02.position
net z-vel-fb <= hm2_5i25.0.encoder.02.velocity
net z-pos-cmd => axis.2.motor-pos-fb
# net z-pos-fb => axis.2.motor-pos-fb
net z-index-enable axis.2.index-enable <=> hm2_5i25.0.encoder.02.index-enable
net z-pos-rawcounts <= hm2_5i25.0.encoder.02.rawcounts
# ---setup home / limit switch signals---
net z-home-sw => axis.2.home-sw-in
net z-neg-limit => axis.2.neg-lim-sw-in
net z-pos-limit => axis.2.pos-lim-sw-in
#*******************
# SPINDLE S
Last edit: 11 May 2017 19:46 by Todd Zuercher.
The following user(s) said Thank You: new2linux
Please Log in or Create an account to join the conversation.
- new2linux
- Offline
- Platinum Member
-
Less
More
- Posts: 711
- Thank you received: 9
11 May 2017 21:28 #93050
by new2linux
Replied by new2linux on topic Prototrak Plus Retrofit with Mesa 7i77 & 5i25 cards
Many thanks,Todd!! I should be the one to congratulate you, for hanging in there with me!
Works well!! Will run the whole sample at fast feed. The one thing is, it cuts a "mirror image", can I use the "setp hm2-5i25.0.encoder.00.index-invert.0." or / and "setp hm2-5i25.0.encoder.00.index-mask-invert.0." in each axes, to change this variable?
many thanks!
Works well!! Will run the whole sample at fast feed. The one thing is, it cuts a "mirror image", can I use the "setp hm2-5i25.0.encoder.00.index-invert.0." or / and "setp hm2-5i25.0.encoder.00.index-mask-invert.0." in each axes, to change this variable?
many thanks!
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-
- Online
- Platinum Member
-
Less
More
- Posts: 4764
- Thank you received: 1464
12 May 2017 03:00 #93062
by Todd Zuercher
Replied by Todd Zuercher on topic Prototrak Plus Retrofit with Mesa 7i77 & 5i25 cards
You've probably fallen into the trap that many new cnc users fall into when configuring their first moving table machine. Sounds like you have one (or both) of the axis moving the wrong direction. The normal convention is to have the long axis be the X axis and for the tool to move relative to the work piece. A positive direction move would be the tool moving from left to right, but on a moving table, a positive jog is the table moving right to left. Similarly a positive jog for the Y axis would be moving the table out. It may seem confusing at first, but you need to think which way is the tool moving when you jog, not which way the table moves.
There are a number of ways to reverse an axis. With a servo set up probably the simplest way is to change the sign of the encoder scale for that axis in your ini file. (It is possible there might be a couple of other places were you might have to change a sign to keep the correct behavior, such as homing.)
There are a number of ways to reverse an axis. With a servo set up probably the simplest way is to change the sign of the encoder scale for that axis in your ini file. (It is possible there might be a couple of other places were you might have to change a sign to keep the correct behavior, such as homing.)
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19886
- Thank you received: 4645
12 May 2017 09:30 #93065
by andypugh
You will need to change the sign of the encoder scale and the analogue output scale.
Swapping just one will cause a runaway.
Replied by andypugh on topic Prototrak Plus Retrofit with Mesa 7i77 & 5i25 cards
There are a number of ways to reverse an axis. With a servo set up probably the simplest way is to change the sign of the encoder scale for that axis in your ini file. (It is possible there might be a couple of other places were you might have to change a sign to keep the correct behavior, such as homing.)
You will need to change the sign of the encoder scale and the analogue output scale.
Swapping just one will cause a runaway.
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-
- Online
- Platinum Member
-
Less
More
- Posts: 4764
- Thank you received: 1464
12 May 2017 12:41 #93079
by Todd Zuercher
Replied by Todd Zuercher on topic Prototrak Plus Retrofit with Mesa 7i77 & 5i25 cards
Oops, Thanks Andy for the correction. (I knew there was something else, but I just could not think of it at the time.)
The following user(s) said Thank You: new2linux
Please Log in or Create an account to join the conversation.
Moderators: piasdom
- Hardware & Machines
- CNC Machines
- Milling Machines
- Prototrak Plus Retrofit with Mesa 7i77 & 5i25 cards
Time to create page: 0.265 seconds