Pimping the mini-lathe
- my1987toyota
-

- Offline
- Platinum Member
-

Less
More
- Posts: 994
- Thank you received: 444
03 Dec 2020 23:55 #190989
by my1987toyota
Replied by my1987toyota on topic Pimping the mini-lathe
The Lathe looks great . A lot better then most of my stuff anyway. Hopefully Sunfounder will be of help with that ribbon cable.
The following user(s) said Thank You: RotarySMP
Please Log in or Create an account to join the conversation.
- RotarySMP
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1627
- Thank you received: 595
04 Dec 2020 17:40 - 04 Dec 2020 18:17 #191046
by RotarySMP
Replied by RotarySMP on topic Pimping the mini-lathe
Thanks. They asked for my order number and I sent it too them. Hope they get back to me soon.
I have my MPG connected as in this example:
gnipsel.com/linuxcnc/hardware/mpg.html
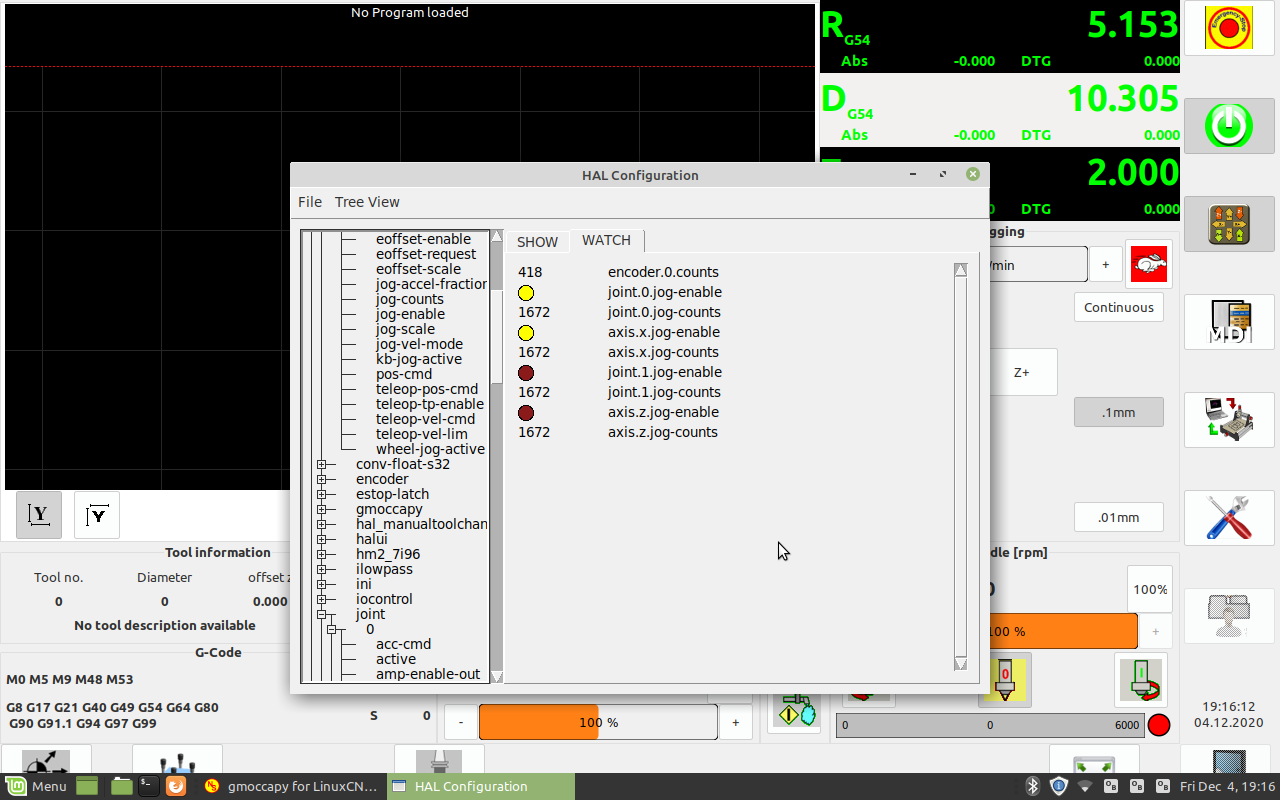
On my lathe the outputs are to axis.x.counts, and axis.z.counts. The whole signal change works in HALSHOW, with encoder movement changing all the counts through to those axis pins, but no motion. The appropriate axis.x.jog-enable (or axis.z.jog-enable) are both connected and working, but no motion happens. I have done a fair bit of searching but find no reference to Gmoccapy specific pins or settings I need for this to work.
It make no difference whether the axis is homed or not. No motion.
I have attached the postgui HAL. Please help.
Mark
I have my MPG connected as in this example:
gnipsel.com/linuxcnc/hardware/mpg.html
On my lathe the outputs are to axis.x.counts, and axis.z.counts. The whole signal change works in HALSHOW, with encoder movement changing all the counts through to those axis pins, but no motion. The appropriate axis.x.jog-enable (or axis.z.jog-enable) are both connected and working, but no motion happens. I have done a fair bit of searching but find no reference to Gmoccapy specific pins or settings I need for this to work.
It make no difference whether the axis is homed or not. No motion.
I have attached the postgui HAL. Please help.
Mark
Last edit: 04 Dec 2020 18:17 by RotarySMP. Reason: Add the hal file
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21633
- Thank you received: 7388
04 Dec 2020 18:09 #191050
by tommylight
Replied by tommylight on topic Pimping the mini-lathe
Might want to ask in the Gmoccapy section of the forum as Norbert is busy and usually just checks that section.
The following user(s) said Thank You: RotarySMP
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-
Less
More
- Posts: 11953
- Thank you received: 4069
04 Dec 2020 20:24 #191064
by rodw
I did not use any gmocappy specific features. Its not required.
Replied by rodw on topic Pimping the mini-lathe
Might want to ask in the Gmoccapy section of the forum as Norbert is busy and usually just checks that section.
I did not use any gmocappy specific features. Its not required.
Please Log in or Create an account to join the conversation.
- rodw
-
- Offline
- Platinum Member
-
Less
More
- Posts: 11953
- Thank you received: 4069
04 Dec 2020 20:25 #191065
by rodw
Replied by rodw on topic Pimping the mini-lathe
Ooops, my earlier reply did not stick. Sorry.
Mark, there is a step by step guide in my build (for a 7i76e)
forum.linuxcnc.org/show-your-stuff/32029...build?start=20#85279
Hope it helps.
Mark, there is a step by step guide in my build (for a 7i76e)
forum.linuxcnc.org/show-your-stuff/32029...build?start=20#85279
Hope it helps.
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1627
- Thank you received: 595
04 Dec 2020 20:44 #191067
by RotarySMP
Replied by RotarySMP on topic Pimping the mini-lathe
Thanks Rod, I have the encoder reading in, the axis select working, and the jog increment working. The jog counts are going to the assigned axis.[].jog-counts, but nothing is moving?
Please Log in or Create an account to join the conversation.
- PCW
-

- Offline
- Moderator
-
Less
More
- Posts: 17919
- Thank you received: 5247
04 Dec 2020 20:52 #191070
by PCW
Replied by PCW on topic Pimping the mini-lathe
I don't see anyway that the jog scale values are set
The default scale is likely 0 so if these are not
set, I would not expect any motion
That is I don't see
joint.N.jog-scale
axis.C.jog-scale
connected in your hal file
They may be connected in you main hal file
but are certainly something to add to your
halshow debug watch list
The default scale is likely 0 so if these are not
set, I would not expect any motion
That is I don't see
joint.N.jog-scale
axis.C.jog-scale
connected in your hal file
They may be connected in you main hal file
but are certainly something to add to your
halshow debug watch list
The following user(s) said Thank You: RotarySMP
Please Log in or Create an account to join the conversation.
- rodw
-
- Offline
- Platinum Member
-
Less
More
- Posts: 11953
- Thank you received: 4069
04 Dec 2020 21:01 #191071
by rodw
Replied by rodw on topic Pimping the mini-lathe
You seem to be connecting to gmocappy pins. My guess that driving the dro but not the machine.
My complete config
I never have got ilowpass working nicely. get it wrong like I did and one click = 1 metre so be careful the first move!
My complete config
Warning: Spoiler!
# --- PENDANT SELECT JOG MODE (Yellow Button)---
net pendant-jog <= hm2_7i76e.0.7i76.0.0.input-30
net pendant-jog => halui.mode.teleop
# --- MPG JOG WHEELS FOR X AND Y AXIS ---
# ilowpass filter
setp ilowpass.0.scale 10
setp ilowpass.0.gain 0.01
# Setup Jog Pendant on each axis
setp axis.x.jog-vel-mode 0
setp axis.y.jog-vel-mode 0
setp axis.z.jog-vel-mode 0
# Scale Select
setp mux4.0.in0 0.0
setp mux4.0.in1 1.0
setp mux4.0.in2 0.01
setp mux4.0.in3 0.1
#Axis Select (0=off, 1=x, 2=z, 3=y, na, 5=6, 6=4, 7=5)
setp mux8.0.in0 0
setp mux8.0.in1 1
setp mux8.0.in2 2
setp mux8.0.in3 3
setp mux8.0.in4 4
setp mux8.0.in5 5
setp mux8.0.in6 6
setp mux8.0.in7 7
net mux8-sel0 <= hm2_7i76e.0.7i76.0.0.input-23
net mux8-sel1 <= hm2_7i76e.0.7i76.0.0.input-24
net mux8-sel2 <= hm2_7i76e.0.7i76.0.0.input-25
net mux8-sel0 => mux8.0.sel0
net mux8-sel1 => mux8.0.sel1
net mux8-sel2 => mux8.0.sel2
#setp conv-float-s32.0.clamp 0
net mux-float <= mux8.0.out
net mux-float => conv-float-s32.0.in
net mux-s32 <= conv-float-s32.0.out
net mux-s32 => select8.0.sel
net axis-select-x <= select8.0.out1
net axis-select-y <= select8.0.out3
net axis-select-z <= select8.0.out2
net axis-select-4 <= select8.0.out6
net axis-select-5 <= select8.0.out7
net axis-select-6 <= select8.0.out5
net axis-select-x => axis.x.jog-enable
net axis-select-y => axis.y.jog-enable
net axis-select-z => axis.z.jog-enable
# Encoder counts
net jog-counter <= hm2_7i76e.0.7i76.0.0.enc0.count
net jog-counter => ilowpass.0.in
net smooth-counter <= ilowpass.0.out
net jog-counter => axis.x.jog-counts
net jog-counter => axis.y.jog-counts
net jog-counter => axis.z.jog-counts
net mux4-sel1 <= hm2_7i76e.0.7i76.0.0.input-22
net mux4-sel0 <= hm2_7i76e.0.7i76.0.0.input-21
net mux4-sel1 => mux4.0.sel1
net mux4-sel0 => mux4.0.sel0
net jog-scale <= mux4.0.out
net jog-scale => axis.x.jog-scale
net jog-scale => axis.y.jog-scale
net jog-scale => axis.z.jog-scale
I never have got ilowpass working nicely. get it wrong like I did and one click = 1 metre so be careful the first move!
Please Log in or Create an account to join the conversation.
- rodw
-
- Offline
- Platinum Member
-
Less
More
- Posts: 11953
- Thank you received: 4069
04 Dec 2020 21:03 #191072
by rodw
Replied by rodw on topic Pimping the mini-lathe
Just an aside, my pendant has a yellow safety button that must be pressed to use the MPG dial. I use it to select the gmocappy jog tab otherwise noting will work.
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1627
- Thank you received: 595
04 Dec 2020 21:26 #191074
by RotarySMP
Replied by RotarySMP on topic Pimping the mini-lathe
Those last three lines:
net jog.inc1 select8.0.out1 => gmoccapy.jog.jog-inc-0
net jog.inc2 select8.0.out2 => gmoccapy.jog.jog-inc-1
net jog.inc3 select8.0.out3 => gmoccapy.jog.jog-inc-2
set the jog increments to continuous, 0.1mm and 0.01mm I defined in the Gmoccapy ini. This works. I flick that switch and the corresponding gmoccapy screen button becomes active. Also the on screen jog buttons follow this setting correctly.
I thought I had tried setting joint.[].jog-scale and axis.().jog-scale to 1 or other values to see if that did anything, but it makes sense if I am passing steps of 0, nothing happens. I'll try again setting them to 1 tomorrow.
Rod, I see you yellow jog activate button is net to halui.mode.teleop. I'll try netting my jog axis enable to that and see if it works.
Mark
net jog.inc1 select8.0.out1 => gmoccapy.jog.jog-inc-0
net jog.inc2 select8.0.out2 => gmoccapy.jog.jog-inc-1
net jog.inc3 select8.0.out3 => gmoccapy.jog.jog-inc-2
set the jog increments to continuous, 0.1mm and 0.01mm I defined in the Gmoccapy ini. This works. I flick that switch and the corresponding gmoccapy screen button becomes active. Also the on screen jog buttons follow this setting correctly.
I thought I had tried setting joint.[].jog-scale and axis.().jog-scale to 1 or other values to see if that did anything, but it makes sense if I am passing steps of 0, nothing happens. I'll try again setting them to 1 tomorrow.
Rod, I see you yellow jog activate button is net to halui.mode.teleop. I'll try netting my jog axis enable to that and see if it works.
Mark
Please Log in or Create an account to join the conversation.
Moderators: piasdom
Time to create page: 0.227 seconds