2 seperate MPG handwheels for each axis - CNC Lathe build
- rodw
-

- Away
- Platinum Member
-

Less
More
- Posts: 12054
- Thank you received: 4114
17 May 2020 12:38 #168054
by rodw
Replied by rodw on topic 2 seperate MPG handwheels for each axis - CNC Lathe build
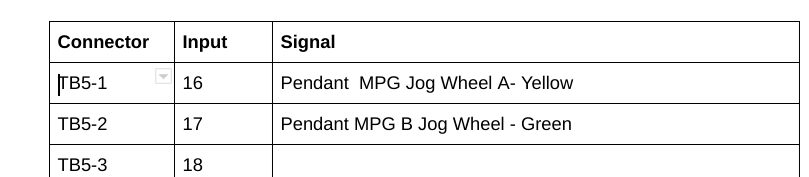
This is where I have mine connected.
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- tommylight
-

- Offline
- Moderator
-

Less
More
- Posts: 21764
- Thank you received: 7438
17 May 2020 12:38 #168055
by tommylight
Replied by tommylight on topic 2 seperate MPG handwheels for each axis - CNC Lathe build
To speed things up a bit, i am going to eat something and grab one of my 7i77 and a 5i25 or 6i25 if i can find them and do a mock up for testing, and some encoders. Back in 20 to 30 minutes.
Please Log in or Create an account to join the conversation.
- rodw
-
- Away
- Platinum Member
-
Less
More
- Posts: 12054
- Thank you received: 4114
17 May 2020 12:40 #168056
by rodw
Great stuff! I did say I did not use resistors!
Replied by rodw on topic 2 seperate MPG handwheels for each axis - CNC Lathe build
Works!
What i did. I took the second MPG handwheel i had lying around and connected all 4 wires to the terminals but without the resistors. Halmeter shows counts!
EDIT: and of course i changed the white and blue wire back to TB5
Great stuff! I did say I did not use resistors!
Please Log in or Create an account to join the conversation.
- denhen89
-
 Topic Author
Topic Author
- Offline
- Elite Member
-

Less
More
- Posts: 301
- Thank you received: 27
17 May 2020 12:53 - 17 May 2020 12:56 #168057
by denhen89
Replied by denhen89 on topic 2 seperate MPG handwheels for each axis - CNC Lathe build
Okay, one MPG works, but the one where the resistors were wired, does not work. I put all wires back to the first MPG, but of course without the resitors and hal does not show the counts.
Have wired up the second mpg again, halmeter shows counts. Back again to the first= no counts.
Is it possible that the MPG got damaged because of the resistors? (2k0 resistors)
Have wired up the second mpg again, halmeter shows counts. Back again to the first= no counts.
Is it possible that the MPG got damaged because of the resistors? (2k0 resistors)
Last edit: 17 May 2020 12:56 by denhen89.
Please Log in or Create an account to join the conversation.
- rodw
-
- Away
- Platinum Member
-
Less
More
- Posts: 12054
- Thank you received: 4114
17 May 2020 12:59 #168058
by rodw
Replied by rodw on topic 2 seperate MPG handwheels for each axis - CNC Lathe build
swap the known good MPG to the other input and see if it will count
Please Log in or Create an account to join the conversation.
- denhen89
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 301
- Thank you received: 27
17 May 2020 13:06 #168059
by denhen89
Replied by denhen89 on topic 2 seperate MPG handwheels for each axis - CNC Lathe build
Rodw, thanks but it seems i found the problem.
I measure Ohm on the terminals of both MPGs:
Red stick(dont know the correct word) on terminal 0V and black stick A, then B , then the A and B terminals on bottom of the mpg. All are giving 5.4 Ohm.
But, on the MPG which does not show any counts i get on all 5.4 Ohm, but not on the main "A" terminal. It shows: 0.001 Ohm
So it seems something with the terminal A on the first MPG i tested is not okay. Right now i am not sure if its because of the resistors or if i shorted something
I measure Ohm on the terminals of both MPGs:
Red stick(dont know the correct word) on terminal 0V and black stick A, then B , then the A and B terminals on bottom of the mpg. All are giving 5.4 Ohm.
But, on the MPG which does not show any counts i get on all 5.4 Ohm, but not on the main "A" terminal. It shows: 0.001 Ohm
So it seems something with the terminal A on the first MPG i tested is not okay. Right now i am not sure if its because of the resistors or if i shorted something
The following user(s) said Thank You: tommylight, rodw
Please Log in or Create an account to join the conversation.
- tommylight
-
- Offline
- Moderator
-
Less
More
- Posts: 21764
- Thank you received: 7438
17 May 2020 14:18 #168062
by tommylight
Replied by tommylight on topic 2 seperate MPG handwheels for each axis - CNC Lathe build
To late?
Glad it works, not glad for the faulty MPG.
2KOhm resistors can not do any damage as they were connected, must have had a 5V connected to output A at some point in it's lifetime. Anyway, i have a Mesa 7i77 and some others here, just in case.
Glad it works, not glad for the faulty MPG.
2KOhm resistors can not do any damage as they were connected, must have had a 5V connected to output A at some point in it's lifetime. Anyway, i have a Mesa 7i77 and some others here, just in case.
Please Log in or Create an account to join the conversation.
- Clive S
- Offline
- Platinum Member
-
Less
More
- Posts: 2204
- Thank you received: 486
17 May 2020 14:45 - 17 May 2020 14:45 #168068
by Clive S
Replied by Clive S on topic 2 seperate MPG handwheels for each axis - CNC Lathe build
To late now put I have done a mill with a 7i96 with this code no switches
# Include your customized HAL commands here
#7i96 mesa baz
# change number of encoders here
loadrt encoder num_chan=5
addf encoder.capture-position servo-thread
addf encoder.update-counters servo-thread
# MPG stuff here
#### load ilowpass for mpg smoothing ###
loadrt ilowpass names=ilowpass.mpgX,ilowpass.mpgY,ilowpass.mpgZ
addf ilowpass.mpgX servo-thread
addf ilowpass.mpgY servo-thread
addf ilowpass.mpgZ servo-thread
setp ilowpass.mpgX.scale 1
setp ilowpass.mpgX.gain 0.1
setp ilowpass.mpgY.scale 1
setp ilowpass.mpgY.gain 0.1
setp ilowpass.mpgZ.scale 1
setp ilowpass.mpgZ.gain 0.1
# for velocity mode (when you stop spinning the dial the axis stops)
# must be set for each axis
setp joint.0.jog-vel-mode 1
setp axis.x.jog-vel-mode 1
setp joint.1.jog-vel-mode 1
setp axis.y.jog-vel-mode 1
setp joint.2.jog-vel-mode 1
setp axis.z.jog-vel-mode 1
# "times 4 mode" one count per full quadrature cycle, instead of the usual one count per edge.
# mpg jog wheels often have a full quadrature cycle per "click". 0 for off and 1 for on.
setp encoder.0.x4-mode 0
setp encoder.1.x4-mode 0
setp encoder.2.x4-mode 0
#set axis to the required increment ( 0.01)
net jog-inc-x joint.0.jog-scale axis.x.jog-scale
sets jog-inc-x 0.05
net jog-inc-y joint.1.jog-scale axis.y.jog-scale
sets jog-inc-y 0.01
net jog-inc-z joint.2.jog-scale axis.z.jog-scale
sets jog-inc-z 0.01
#set inputs to 7i96
#encoder X
net mpg-xa encoder.0.phase-A <= hm2_7i96.0.gpio.000.in
net mpg-xb encoder.0.phase-B <= hm2_7i96.0.gpio.001.in
#encoder Y
net mpg-ya encoder.1.phase-A <= hm2_7i96.0.gpio.002.in
net mpg-yb encoder.1.phase-B <= hm2_7i96.0.gpio.003.in
#encoder Z
net mpg-za encoder.2.phase-A <= hm2_7i96.0.gpio.004.in
net mpg-zb encoder.2.phase-B <= hm2_7i96.0.gpio.005.in
# send mpg-encoder counts to required axis
# x encoder
net enc-counts-x encoder.0.counts
net enc-counts-x ilowpass.mpgX.in
net enc_out-x ilowpass.mpgX.out
net enc_out-x axis.x.jog-counts
net enc_out-x joint.0.jog-counts
setp axis.x.jog-enable true
setp joint.0.jog-enable true
## The above line is to be able to jog without homing ##
# Y encoder
net enc-counts-y encoder.1.counts
net enc-counts-y ilowpass.mpgY.in
net enc_out-y ilowpass.mpgY.out
net enc_out-y axis.y.jog-counts
net enc_out-y joint.1.jog-counts
setp axis.y.jog-enable true
setp joint.1.jog-enable true
# Z encoder
net enc-counts-z encoder.2.counts
net enc-counts-z ilowpass.mpgZ.in
net enc_out-z ilowpass.mpgZ.out
net enc_out-z axis.z.jog-counts
net enc_out-z joint.2.jog-counts
setp axis.z.jog-enable true
setp joint.2.jog-enable true
Last edit: 17 May 2020 14:45 by Clive S.
The following user(s) said Thank You: Masiwood123
Please Log in or Create an account to join the conversation.
- denhen89
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 301
- Thank you received: 27
17 May 2020 14:48 - 17 May 2020 14:50 #168069
by denhen89
Replied by denhen89 on topic 2 seperate MPG handwheels for each axis - CNC Lathe build
Some good news: I managed to move the X axis with the MPG (only DRO, without motor). The scale i choose in the GUI and it works perfectly. I just had to home both axis first and then it worked. I am happy ")
I am really very thankful to you guys that you spent your time to help me out with those problems. I appreciate that a lot. I will return the favor with some pictures and video when the Lathe is finished
I will order a new MPG and wait until i get it and also get the switch for the scale and some buttons. In meantime i will do the mechanical part of the lathe and as soon everything is done i will start with the wiring and configuration.
It was good to make a break as you suggested me and now i can focus on the mechanical part better
I am pretty sure i will need some help later with the switches and buttons, but i bought the same type of switch for the scale as Rodw used for his plasma, so i might be able to copy and paste some lines.
Again thanks and i wish you a nice rest of the Sunday!
I am really very thankful to you guys that you spent your time to help me out with those problems. I appreciate that a lot. I will return the favor with some pictures and video when the Lathe is finished
I will order a new MPG and wait until i get it and also get the switch for the scale and some buttons. In meantime i will do the mechanical part of the lathe and as soon everything is done i will start with the wiring and configuration.
It was good to make a break as you suggested me and now i can focus on the mechanical part better
I am pretty sure i will need some help later with the switches and buttons, but i bought the same type of switch for the scale as Rodw used for his plasma, so i might be able to copy and paste some lines.
Again thanks and i wish you a nice rest of the Sunday!
Last edit: 17 May 2020 14:50 by denhen89.
The following user(s) said Thank You: tommylight, Clive S
Please Log in or Create an account to join the conversation.
- denhen89
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 301
- Thank you received: 27
17 May 2020 14:57 #168071
by denhen89
Replied by denhen89 on topic 2 seperate MPG handwheels for each axis - CNC Lathe build
@PCW: Good to know, but then it seems i somehow put 5v on A as you wrote, or the MPG was already faulty. Who knows, but good that i had a second one and tested it without the resistors, otherwise i would be screwed 
@Clive S: Thanks for that! I will need that later for sure, but i saw that you used a fixed value for the scale for each axis and you are not able to change it in the GUI, correct?
Really nice to have that HAL file, i will later test it.
I had to put a code into the custom_postgui.hal, to choose the scale from the drop down menu in the GUI. Later when the Lathe is finished, i think its good to have a physical switch on a panel where the MPG will be mounted, but also good to know that its possible to use the MPG without any switches.
@Clive S: Thanks for that! I will need that later for sure, but i saw that you used a fixed value for the scale for each axis and you are not able to change it in the GUI, correct?
Really nice to have that HAL file, i will later test it.
I had to put a code into the custom_postgui.hal, to choose the scale from the drop down menu in the GUI. Later when the Lathe is finished, i think its good to have a physical switch on a panel where the MPG will be mounted, but also good to know that its possible to use the MPG without any switches.
Please Log in or Create an account to join the conversation.
Time to create page: 0.135 seconds