Spindel problems in Gmoccapy
- newbynobi
-
- Offline
- Moderator
-

Less
More
- Posts: 1931
- Thank you received: 394
29 Apr 2017 11:46 - 29 Apr 2017 11:47 #92343
by newbynobi
Replied by newbynobi on topic Spindel problems in Gmoccapy
Hallo,
OK we seem to get a signal, but he feedbackbar can only show positive values, so I added a abs component.
Please replace spindle.hal with the new attached one and report.
Norbert
OK we seem to get a signal, but he feedbackbar can only show positive values, so I added a abs component.
Please replace spindle.hal with the new attached one and report.
Norbert
Last edit: 29 Apr 2017 11:47 by newbynobi.
Please Log in or Create an account to join the conversation.
- tecno
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 1850
- Thank you received: 127
30 Apr 2017 15:29 #92350
by tecno
Replied by tecno on topic Spindel problems in Gmoccapy
Still same problem that is nothing on spindle feedback bar or LED
Bengt
Bengt
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
Less
More
- Posts: 1931
- Thank you received: 394
30 Apr 2017 16:38 #92353
by newbynobi
Replied by newbynobi on topic Spindel problems in Gmoccapy
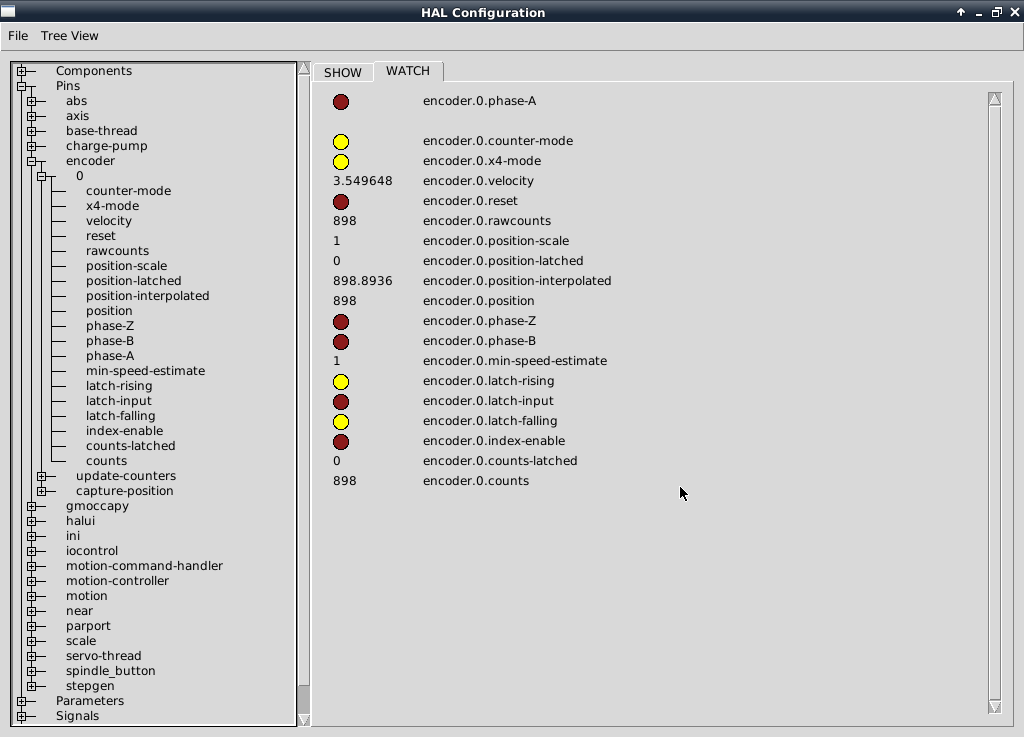
Please use Halshow and inform, about the results of all pin related to encoder.0
Norbert
Norbert
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
30 Apr 2017 16:39 #92354
by tecno
Replied by tecno on topic Spindel problems in Gmoccapy
Will go down to shop and you will have report shortly.
Bengt
Bengt
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
30 Apr 2017 16:50 #92356
by tecno
Replied by tecno on topic Spindel problems in Gmoccapy
I hope I understood what you wanted to see thas pin 10
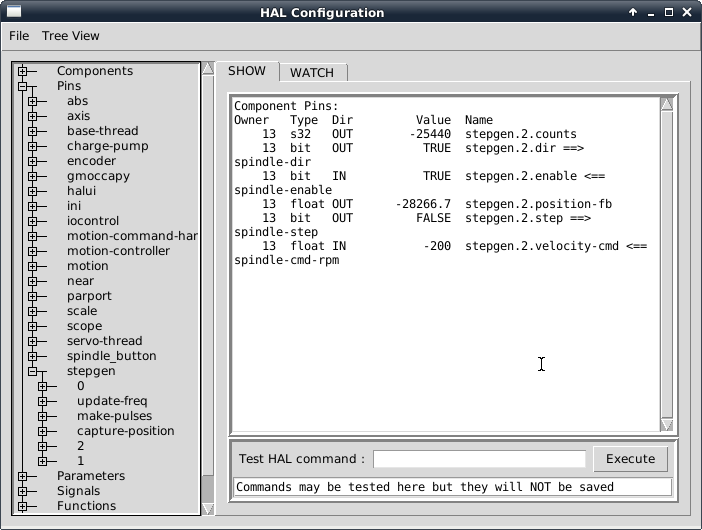
If not please tell me, remember I am new to this!
Bengt
If not please tell me, remember I am new to this!
Bengt
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
30 Apr 2017 16:58 #92357
by tecno
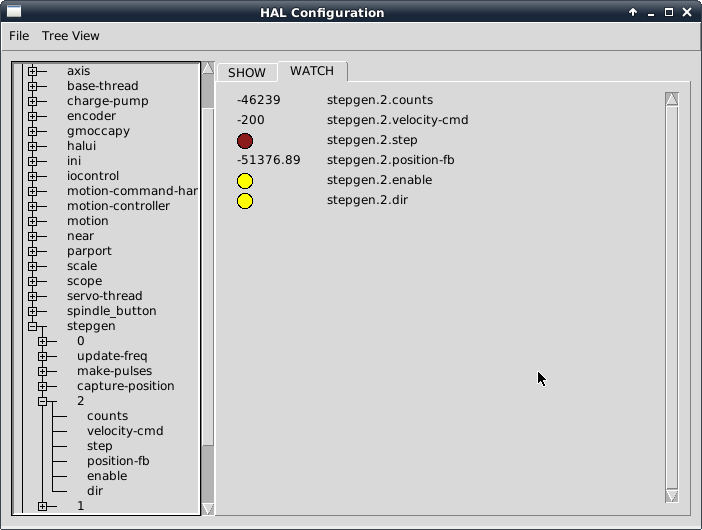
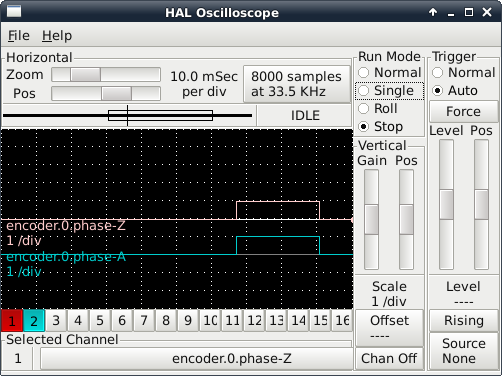
Z and A flickers
Bengt
Replied by tecno on topic Spindel problems in Gmoccapy
Z and A flickers
Bengt
Please Log in or Create an account to join the conversation.
- tommylight
-

- Offline
- Moderator
-
Less
More
- Posts: 21646
- Thank you received: 7396
30 Apr 2017 17:01 #92358
by tommylight
Replied by tommylight on topic Spindel problems in Gmoccapy
On the left tree view there is encoder under pins, find there encoder.0 and show what is going on while working.Please use Halshow and inform, about the results of all pin related to encoder.0
Norbert
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
30 Apr 2017 17:23 #92359
by tecno
Replied by tecno on topic Spindel problems in Gmoccapy
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-
Less
More
- Posts: 19863
- Thank you received: 4636
01 May 2017 00:52 #92400
by andypugh
Replied by andypugh on topic Spindel problems in Gmoccapy
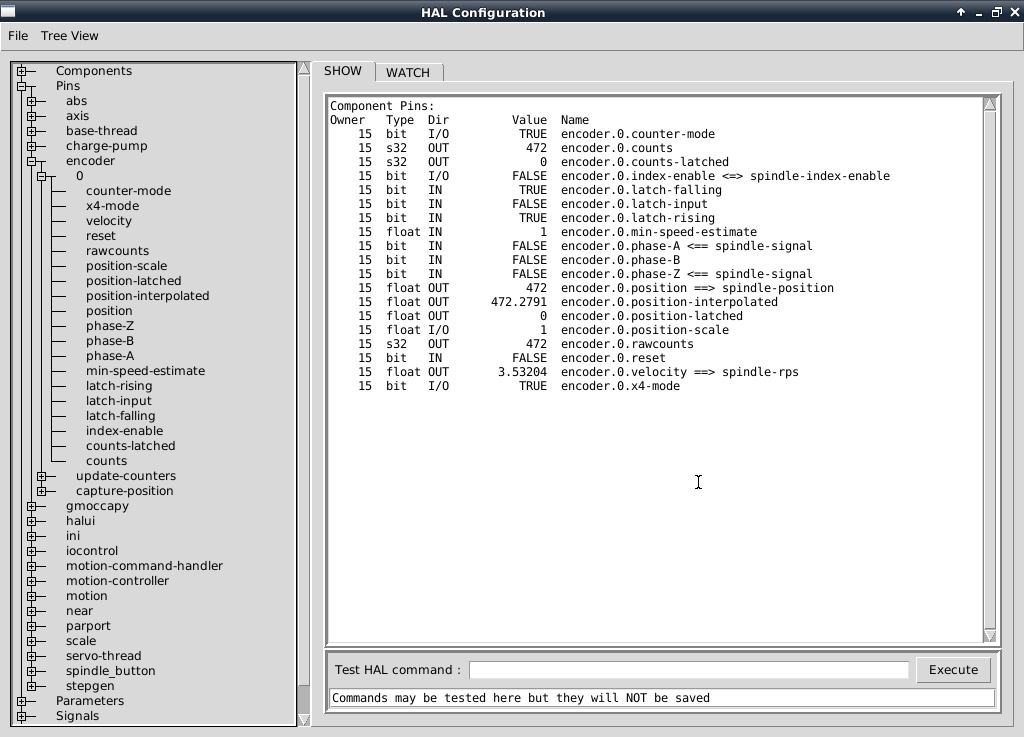
encoder.0.velocity is showing a value (equivalent to 213 rpm) so it is something wrong in HAL, we can be certain.
You can follow the trail (encoder.0.velocity is shown going to the spindle-rps signal) and see where it breaks.
Probably a component that is not added to a thread, or possibly a hyphen/dash confusion in a signal name somewhere.
You can follow the trail (encoder.0.velocity is shown going to the spindle-rps signal) and see where it breaks.
Probably a component that is not added to a thread, or possibly a hyphen/dash confusion in a signal name somewhere.
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
01 May 2017 08:24 #92411
by tecno
Replied by tecno on topic Spindel problems in Gmoccapy
Just to get clear that I understand this.
Velocity is commanded to 200rpm and you read encoder.0.phase-Z to 213rpm, is this correct?
If so remember there is this LM circuitry converting steps to V that can be off and not tuned in.
If not = I am lost here and can not wrap my head around this.
"You can follow" Do you say that I need to use Halscope and look at the signal flow?
Is it this you want me to follow, I can sure try.
net spindle-rps encoder.0.velocity => scale.0.in
net spindle-rps motion.spindle-speed-in
net spindle-rpm-not_abs abs.0.in <= scale.0.out
net spindle-rpm abs.0.out
net spindle-position encoder.0.position => motion.spindle-revs
net spindle-enable motion.spindle-on => stepgen.2.enable
net spindle-cmd-rpm stepgen.2.velocity-cmd <= motion.spindle-speed-out
net spindle-comanded near.0.in1
net spindle-rev_per_min near.0.in2
net spindle-at-speed near.0.out => motion.spindle-at-speed
Cheers
Bengt
Velocity is commanded to 200rpm and you read encoder.0.phase-Z to 213rpm, is this correct?
If so remember there is this LM circuitry converting steps to V that can be off and not tuned in.
If not = I am lost here and can not wrap my head around this.
"You can follow" Do you say that I need to use Halscope and look at the signal flow?
Is it this you want me to follow, I can sure try.
net spindle-rps encoder.0.velocity => scale.0.in
net spindle-rps motion.spindle-speed-in
net spindle-rpm-not_abs abs.0.in <= scale.0.out
net spindle-rpm abs.0.out
net spindle-position encoder.0.position => motion.spindle-revs
net spindle-enable motion.spindle-on => stepgen.2.enable
net spindle-cmd-rpm stepgen.2.velocity-cmd <= motion.spindle-speed-out
net spindle-comanded near.0.in1
net spindle-rev_per_min near.0.in2
net spindle-at-speed near.0.out => motion.spindle-at-speed
Cheers
Bengt
Please Log in or Create an account to join the conversation.
Moderators: newbynobi, HansU
Time to create page: 0.240 seconds