My Newb Plasma Table Attempted Build
- phillc54
-

- Offline
- Platinum Member
-

Less
More
- Posts: 5711
- Thank you received: 2100
16 May 2020 00:01 #167911
by phillc54
Replied by phillc54 on topic My Newb Plasma Table Attempted Build
Do you have Use Auto Volts enabled?
There is no slowdown code in that file, you should see something like:
There is no slowdown code in that file, you should see something like:
...
M67 E3 Q60 (reduce feed rate to 60%)
...
M67 E3 Q0 (restore feed rate to 100%)
...Please Log in or Create an account to join the conversation.
- dvn4life1972
- Offline
- Platinum Member
-
Less
More
- Posts: 401
- Thank you received: 173
16 May 2020 00:07 #167912
by dvn4life1972
Replied by dvn4life1972 on topic My Newb Plasma Table Attempted Build
Yes I have Use Auto Volts enabled. Should I disable that?
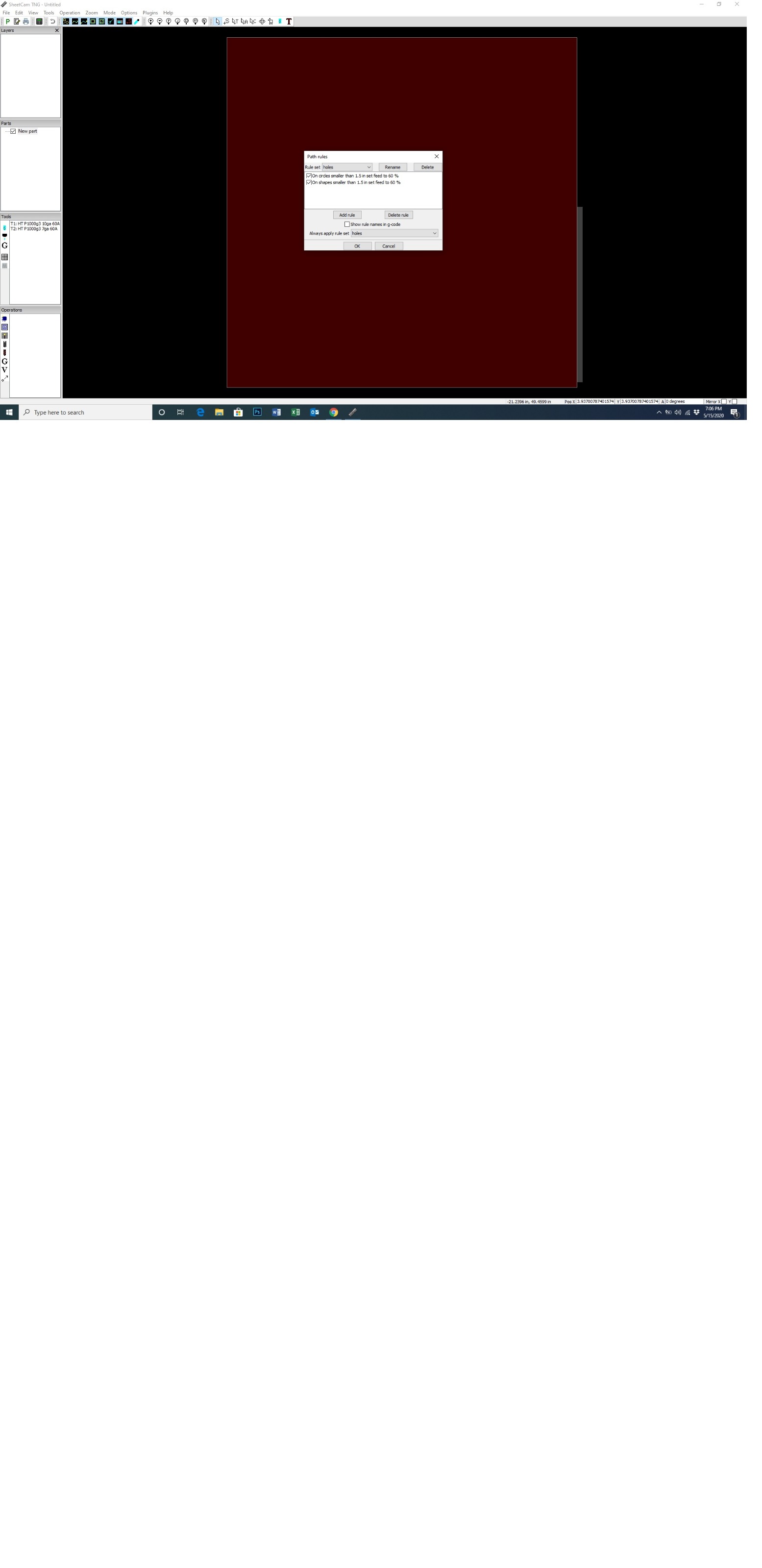
I don't see it in the code either, but in sheetcam I set up the rules.
I don't see it in the code either, but in sheetcam I set up the rules.
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
16 May 2020 00:20 #167913
by phillc54
Replied by phillc54 on topic My Newb Plasma Table Attempted Build
No, Auto Volts is good.
You don't have any code snippets it the tool file. If you double click on "On circles smaller than...." you should get a dialog with a Start Code and End Code that relat to a code snippet.
The are samples here:
forum.linuxcnc.org/plasmac/38438-plasmac-post-processors#158270
You could add that to the end of your tool file and rename the tool numbers.
Can you zip your machine config and post it.
You don't have any code snippets it the tool file. If you double click on "On circles smaller than...." you should get a dialog with a Start Code and End Code that relat to a code snippet.
The are samples here:
forum.linuxcnc.org/plasmac/38438-plasmac-post-processors#158270
You could add that to the end of your tool file and rename the tool numbers.
Can you zip your machine config and post it.
The following user(s) said Thank You: dvn4life1972
Please Log in or Create an account to join the conversation.
- dvn4life1972
- Offline
- Platinum Member
-
Less
More
- Posts: 401
- Thank you received: 173
16 May 2020 00:24 #167914
by dvn4life1972
Sure. All of the HAL files and the INI?
Replied by dvn4life1972 on topic My Newb Plasma Table Attempted Build
Can you zip your machine config and post it.
Sure. All of the HAL files and the INI?
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
16 May 2020 00:25 #167915
by phillc54
Replied by phillc54 on topic My Newb Plasma Table Attempted Build
Yep, the complete directory.
The following user(s) said Thank You: dvn4life1972
Please Log in or Create an account to join the conversation.
- dvn4life1972
- Offline
- Platinum Member
-
Less
More
- Posts: 401
- Thank you received: 173
16 May 2020 01:28 #167917
by dvn4life1972
Replied by dvn4life1972 on topic My Newb Plasma Table Attempted Build
Got it.
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
16 May 2020 02:05 #167918
by phillc54
Replied by phillc54 on topic My Newb Plasma Table Attempted Build
I can't see anything obvious. Tom says he has strange issues if he uses negative values in the Z axis and joint. I have been unable to duplicate it here and "theoretically" there should be no issue but it may be worth changing yours so it is positive as below:
I hope my math is correct...
Did you work out the code snippet stuff?
Warning: Spoiler!
#******************************************
[AXIS_Z]
# set to double the value in the corresponding joint
MAX_VELOCITY = 1.5
# set to double the value in the corresponding joint
MAX_ACCELERATION = 60.0
# shares the above two equally between the joint and the offset
OFFSET_AV_RATIO = 0.5
#MIN_LIMIT = -3.9
MIN_LIMIT = -0.00
#MAX_LIMIT = -.75
MAX_LIMIT = 3.15
[JOINT_3]
TYPE = LINEAR
#HOME = -1.0
HOME = 2.90
FERROR = 0.5
MIN_FERROR = 0.05
MAX_VELOCITY = 0.75
MAX_ACCELERATION = 30.0
# The values below should be 25% larger than MAX_VELOCITY and MAX_ACCELERATION
# If using BACKLASH compensation STEPGEN_MAXACCEL should be 100% larger.
STEPGEN_MAXVEL = 0.94
STEPGEN_MAXACCEL = 37.50
P = 1000.0
I = 0.0
D = 0.0
FF0 = 0.0
FF1 = 1.0
FF2 = 0.0
BIAS = 0.0
DEADBAND = 0.0
MAX_OUTPUT = 0.0
# these are in nanoseconds
DIRSETUP = 5000
DIRHOLD = 5000
STEPLEN = 2500
STEPSPACE = 2500
STEP_SCALE = 1270.0
#MIN_LIMIT = -3.9
MIN_LIMIT = -0.0
#MAX_LIMIT = -.75
MAX_LIMIT = 3.15
#HOME_OFFSET = -0.500000
HOME_OFFSET = 3.40
HOME_SEARCH_VEL = 0.050000
HOME_LATCH_VEL = 0.016667
HOME_FINAL_VEL = 0.000000
HOME_USE_INDEX = NO
HOME_IGNORE_LIMITS = YES
HOME_SEQUENCE = 0
#******************************************I hope my math is correct...
Did you work out the code snippet stuff?
The following user(s) said Thank You: tommylight, dvn4life1972
Please Log in or Create an account to join the conversation.
- dvn4life1972
- Offline
- Platinum Member
-
Less
More
- Posts: 401
- Thank you received: 173
16 May 2020 03:45 #167919
by dvn4life1972
Replied by dvn4life1972 on topic My Newb Plasma Table Attempted Build
I'll give the change on the Z a try. Thanks for looking everything over.
I haven't tried anything with the code snippets yet. I did look at them, just gotta figure out where to put it all (meaning it's time for me to get off my duff and set up different tools, been putting it off). Makes perfect sense though and I'm certain that will take care of it.
The machine is super-close to cutting to my best expectations. Hard for me to believe it, this is my only attempt ever.
Pat
I haven't tried anything with the code snippets yet. I did look at them, just gotta figure out where to put it all (meaning it's time for me to get off my duff and set up different tools, been putting it off). Makes perfect sense though and I'm certain that will take care of it.
The machine is super-close to cutting to my best expectations. Hard for me to believe it, this is my only attempt ever.
Pat
Please Log in or Create an account to join the conversation.
- tommylight
-

- Offline
- Moderator
-

Less
More
- Posts: 21625
- Thank you received: 7384
16 May 2020 09:46 #167939
by tommylight
Back on topic, it seems your Z axis is loosing position while working, can you try setting a lower probe speed, please ?
And those cuts look nice.
Replied by tommylight on topic My Newb Plasma Table Attempted Build
The issues i was having with Z stemmed form high velocity, as sometimes the axis would move past the limits set in ini, error and report, advise to fix limits and restart Linuxcnc, Any attempt to move any axis after this would bring another prompt saying "starting form beyond limits" but will not move any axis without restating Linuxcnc. Had the same issues with other axis while tuning stuff........... Tom says he has strange issues if he uses negative values in the Z axis and joint.
Back on topic, it seems your Z axis is loosing position while working, can you try setting a lower probe speed, please ?
And those cuts look nice.
The following user(s) said Thank You: dvn4life1972
Please Log in or Create an account to join the conversation.
- dvn4life1972
- Offline
- Platinum Member
-
Less
More
- Posts: 401
- Thank you received: 173
16 May 2020 10:08 #167943
by dvn4life1972
It only does this when THC is enabled. When THC is disabled it never does. I can try it, willing to try anything to make it work right.
Replied by dvn4life1972 on topic My Newb Plasma Table Attempted Build
it seems your Z axis is loosing position while working, can you try setting a lower probe speed, please ?
It only does this when THC is enabled. When THC is disabled it never does. I can try it, willing to try anything to make it work right.
Please Log in or Create an account to join the conversation.
Moderators: snowgoer540
Time to create page: 0.206 seconds