What do you really get for a $350 desk top engraver ?
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21768
- Thank you received: 7440
20 Feb 2024 22:18 #293865
by tommylight
Replied by tommylight on topic What do you really get for a $350 desk top engraver ?
You can test Y tandem axis by using immediate homing till you get the sensors set up:
linuxcnc.org/docs/html/config/ini-homing.html#_immediate_homing
linuxcnc.org/docs/html/config/ini-homing.html#_immediate_homing
The following user(s) said Thank You: machinedude
Please Log in or Create an account to join the conversation.
- machinedude
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 715
- Thank you received: 312
21 Feb 2024 05:25 #293895
by machinedude
Replied by machinedude on topic What do you really get for a $350 desk top engraver ?
i have a bunch of mechanical mico switches and double shielded cable with all wire connectors needed for that i just need to order some M3 screws so i can mount them. plus i need to do something with cable management and do have some drag chain on hand as well. the one thing i did not care for with the motor and driver kits i got was how bulky the cable ends are. the aviation connectors are not bad the encoder connection is a different story. the shield grounding on the factory encoder cables is not the greatest since i think it is a pigtail of some sort? i hooked them up regardless. one other issue with the kits is the cables are pretty short so by the time you run it you don't have much to work with at the enclosure end. i might have to get some connectors for there so i have some extra wiggle room.
as for the VFD i have a separate enclosure to isolate any EMI that comes from it. double shield cable pretty much everywhere there. the rest of the system is just some commonsense layout keeping power wires away from signal wires and from what i have seen out there anything below 50V DC (I'M RUNNING AT 36V) is not to much of an issue with EMI but i avoided running signal wire near those as well.
as for the VFD i have a separate enclosure to isolate any EMI that comes from it. double shield cable pretty much everywhere there. the rest of the system is just some commonsense layout keeping power wires away from signal wires and from what i have seen out there anything below 50V DC (I'M RUNNING AT 36V) is not to much of an issue with EMI but i avoided running signal wire near those as well.
Please Log in or Create an account to join the conversation.
- machinedude
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 715
- Thank you received: 312
21 Feb 2024 18:08 - 21 Feb 2024 18:11 #293917
by machinedude
Replied by machinedude on topic What do you really get for a $350 desk top engraver ?
i have a problem with my tandem Y axis but i know what the problem is i just don't know how to fix it ") my motors are going in different directions meaning one has to spin the opposite direction in order to move in the same direction as the other because of how the machine is built Tommy i figured you would have seen this one a mile away since you are the master of belt drives
my motors are going in different directions meaning one has to spin the opposite direction in order to move in the same direction as the other because of how the machine is built Tommy i figured you would have seen this one a mile away since you are the master of belt drives
i'm thinking you can just invert something in the software but could use a little help to get pointed in the right direction so i can fumble my way through this over here
my motors are going in different directions meaning one has to spin the opposite direction in order to move in the same direction as the other because of how the machine is built Tommy i figured you would have seen this one a mile away since you are the master of belt drives i'm thinking you can just invert something in the software but could use a little help to get pointed in the right direction so i can fumble my way through this over here
Last edit: 21 Feb 2024 18:11 by machinedude.
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-
Less
More
- Posts: 12054
- Thank you received: 4114
21 Feb 2024 20:39 #293924
by rodw
Replied by rodw on topic What do you really get for a $350 desk top engraver ?
Change the STEP_SCALE to negative on one drive in your ini file
The following user(s) said Thank You: machinedude
Please Log in or Create an account to join the conversation.
- machinedude
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 715
- Thank you received: 312
22 Feb 2024 17:52 #294006
by machinedude
Replied by machinedude on topic What do you really get for a $350 desk top engraver ?
that was an easy enough fix and all is working good now. i think i have everything dialed in about as good as it's going to get with this old computer. everything seems happy at 400 IPM on the X and Y and at 250 IPM on the Z. i don't get any warnings at these settings.
The following user(s) said Thank You: rodw
Please Log in or Create an account to join the conversation.
- machinedude
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 715
- Thank you received: 312
10 Mar 2024 14:20 #295576
by machinedude
Replied by machinedude on topic What do you really get for a $350 desk top engraver ?
just something to share with everyone it looks like i got the cables under control pretty well. i have power to the VFD but no control with Linuxcnc at the moment. i have my home switches mounted but have to get them wired in at the enclosure side.
CNC first real test of movement (youtube.com)
it looks like i got the cables under control pretty well. i have power to the VFD but no control with Linuxcnc at the moment. i have my home switches mounted but have to get them wired in at the enclosure side.CNC first real test of movement (youtube.com)
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- machinedude
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 715
- Thank you received: 312
12 Mar 2024 16:52 #295763
by machinedude
Replied by machinedude on topic What do you really get for a $350 desk top engraver ?
this machine needs an enclosure. i did a little bit of cut testing and had to stop because i was getting peppered that much aluminum machining is not going to be an issue at all i had it pulling cuts at 250IPM and was nowhere near any limits.
aluminum machining is not going to be an issue at all i had it pulling cuts at 250IPM and was nowhere near any limits. Please Log in or Create an account to join the conversation.
- tommylight
-
- Away
- Moderator
-
Less
More
- Posts: 21768
- Thank you received: 7440
12 Mar 2024 17:35 #295767
by tommylight
Replied by tommylight on topic What do you really get for a $350 desk top engraver ?
No video = never happened!this machine needs an enclosure. i did a little bit of cut testing and had to stop because i was getting peppered that much
Please Log in or Create an account to join the conversation.
- machinedude
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 715
- Thank you received: 312
12 Mar 2024 20:01 #295780
by machinedude
Replied by machinedude on topic What do you really get for a $350 desk top engraver ?
i was not doing anything exciting enough to bother and honestly this thing could destroy some material and make a huge mess with out some way to keep it contained sorry more prep is needed before i let her rip full blast i have some flashing that i can skin a frame up with i probably won't have any time to get into anything serious till this weekend.
sorry more prep is needed before i let her rip full blast i have some flashing that i can skin a frame up with i probably won't have any time to get into anything serious till this weekend. Please Log in or Create an account to join the conversation.
- machinedude
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 715
- Thank you received: 312
13 Mar 2024 11:17 #295819
by machinedude
Replied by machinedude on topic What do you really get for a $350 desk top engraver ?
since i have linear scales around and a spare DRO i wanted to try this opposed to a dial indicator reading over a small distance. it worked really well. i was really curious about how accurate a belt is over the rolled ball screws everyone uses. over a 10" distance i was able to dial things in really close and test to see what is going on in the middle as well. i think if memory serves me well a rolled ball screw are only accurate to .003 to ,007 per foot as far as lead accuracy goes. these belts float around between 0.000 to .002 over 10" and i don't need any backlash comp either. the glass scales worked well for all this.


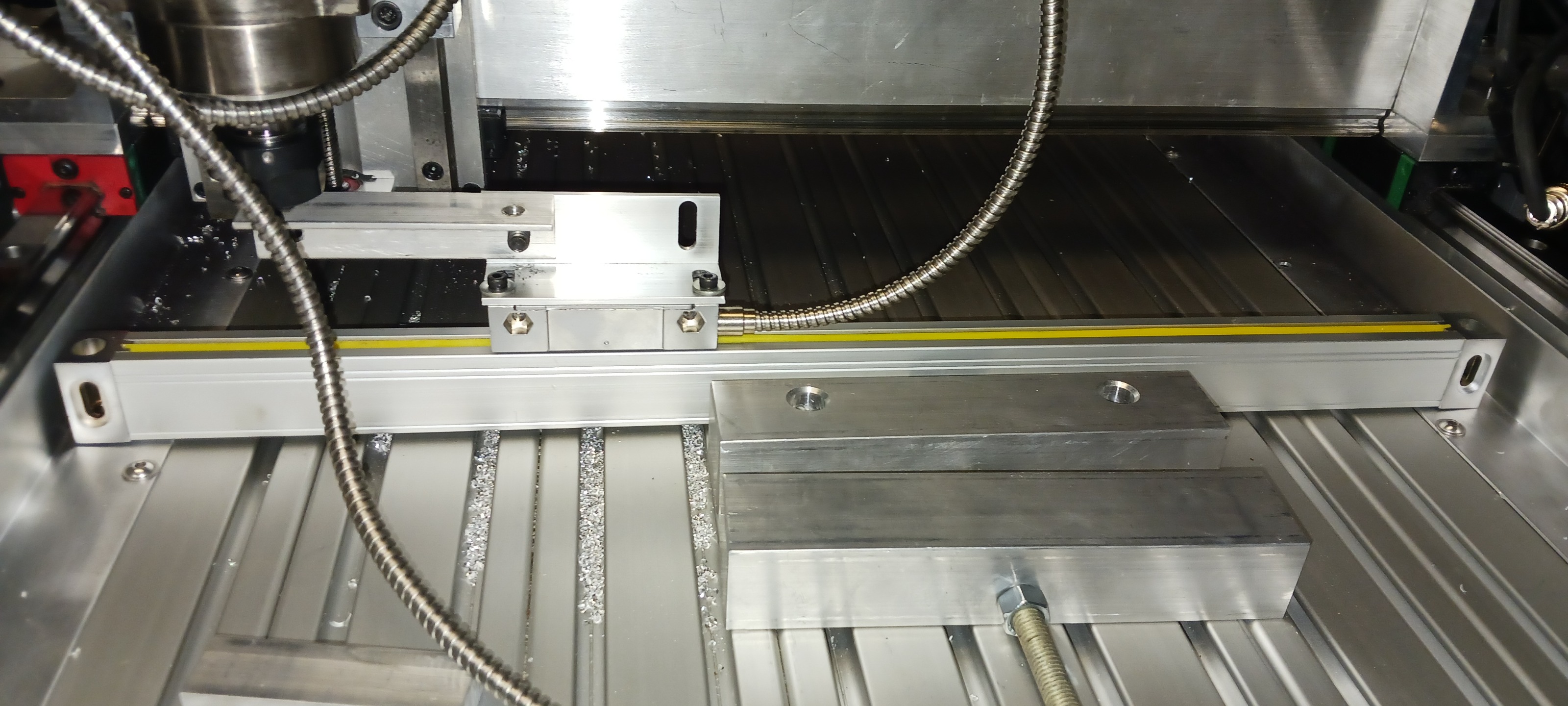
Attachments:
Please Log in or Create an account to join the conversation.
Time to create page: 0.285 seconds