Bridgeport Torq-Cut TC4G Retrofit
- Michael
- Offline
- Platinum Member
-

Less
More
- Posts: 335
- Thank you received: 59
10 Apr 2021 16:19 #205535
by Michael
Replied by Michael on topic Bridgeport Torq-Cut TC4G Retrofit
The orient looks decent in the video. Did you get it resolved?
Please Log in or Create an account to join the conversation.
- chopper79
-
 Topic Author
Topic Author
- Offline
- Elite Member
-

Less
More
- Posts: 193
- Thank you received: 44
10 Apr 2021 16:27 - 10 Apr 2021 16:31 #205537
by chopper79
Replied by chopper79 on topic Bridgeport Torq-Cut TC4G Retrofit
Currently I am orienting the spindle and once it is in position (within 0.5°) the orientation command is released. I would rather get the spindle to stay on, but the oscillation may cause issues.
Although the current way works well and is always within ~0.2° which is way lower than the play in the umbrella holders. Once the tool change cylinder is engaged the spindle is clamp anyway so everything always lines up.
I can orient in both high and low gear also, so no need to always change gears when orienting the spindle which is nice.
Down the road I will mess with orientation more. Hate for the project to be on hold over this as I tend to become fixated on things like this and will not progress further until resolved.
Although the current way works well and is always within ~0.2° which is way lower than the play in the umbrella holders. Once the tool change cylinder is engaged the spindle is clamp anyway so everything always lines up.
I can orient in both high and low gear also, so no need to always change gears when orienting the spindle which is nice.
Down the road I will mess with orientation more. Hate for the project to be on hold over this as I tend to become fixated on things like this and will not progress further until resolved.
Last edit: 10 Apr 2021 16:31 by chopper79.
Please Log in or Create an account to join the conversation.
- Michael
- Offline
- Platinum Member
-
Less
More
- Posts: 335
- Thank you received: 59
26 Apr 2021 04:49 #207072
by Michael
Replied by Michael on topic Bridgeport Torq-Cut TC4G Retrofit
Quick though about your orient issue. Any chance you have slop or tension issues in the belt for the encoder?
Build up in the pulley teeth?
Bent encoder shaft?
Noose on the encoder cable?
Just got my spindle back from rebuild and was cleaning up the area and noticed how bad some of these items were. Kind of an odd setup for an encoder to run off a belt. I looked into switching to a magnetic ring encoder but was already over my budget on the rebuild.
Build up in the pulley teeth?
Bent encoder shaft?
Noose on the encoder cable?
Just got my spindle back from rebuild and was cleaning up the area and noticed how bad some of these items were. Kind of an odd setup for an encoder to run off a belt. I looked into switching to a magnetic ring encoder but was already over my budget on the rebuild.
Please Log in or Create an account to join the conversation.
- chopper79
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 193
- Thank you received: 44
06 May 2021 21:10 #208161
by chopper79
Replied by chopper79 on topic Bridgeport Torq-Cut TC4G Retrofit
Sorry about the late reply. Progress on the mill has came to a halt while I await my replacement thrust bearings. To answer your questions:
* Belt tension is good
* Pulley teeth have been cleaned and new belts installed
* Encoder shaft is true
* Encoder cable is good
* Tried secondary encoder as well with same results
Belts on spindle encoders is pretty common and have worked well for years on many different OEM machines.
Glad you got the rebuilt spindle back. I am still debating removing my transmission, just not sure yet.
I will update later this month as when the bearings arrive. Again sorry for the late reply and lack of updates.
* Belt tension is good
* Pulley teeth have been cleaned and new belts installed
* Encoder shaft is true
* Encoder cable is good
* Tried secondary encoder as well with same results
Belts on spindle encoders is pretty common and have worked well for years on many different OEM machines.
Glad you got the rebuilt spindle back. I am still debating removing my transmission, just not sure yet.
I will update later this month as when the bearings arrive. Again sorry for the late reply and lack of updates.
Please Log in or Create an account to join the conversation.
- chopper79
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 193
- Thank you received: 44
04 Aug 2021 00:40 #216876
by chopper79
Replied by chopper79 on topic Bridgeport Torq-Cut TC4G Retrofit
Hello all,
Just wanted to drop in and say that the mill project is still alive. Been very busy with a couple construction projects, work, farm stuff, etc and have had no extra time to work on the mill. Good thing is time is freeing up and I will be working on this again in the next couple weeks. Hope to have some good updates then.
Anyway until then hope everyone is doing well
Just wanted to drop in and say that the mill project is still alive. Been very busy with a couple construction projects, work, farm stuff, etc and have had no extra time to work on the mill. Good thing is time is freeing up and I will be working on this again in the next couple weeks. Hope to have some good updates then.
Anyway until then hope everyone is doing well
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- Michael
- Offline
- Platinum Member
-
Less
More
- Posts: 335
- Thank you received: 59
11 Aug 2021 20:39 - 11 Aug 2021 20:42 #217569
by Michael
Replied by Michael on topic Bridgeport Torq-Cut TC4G Retrofit
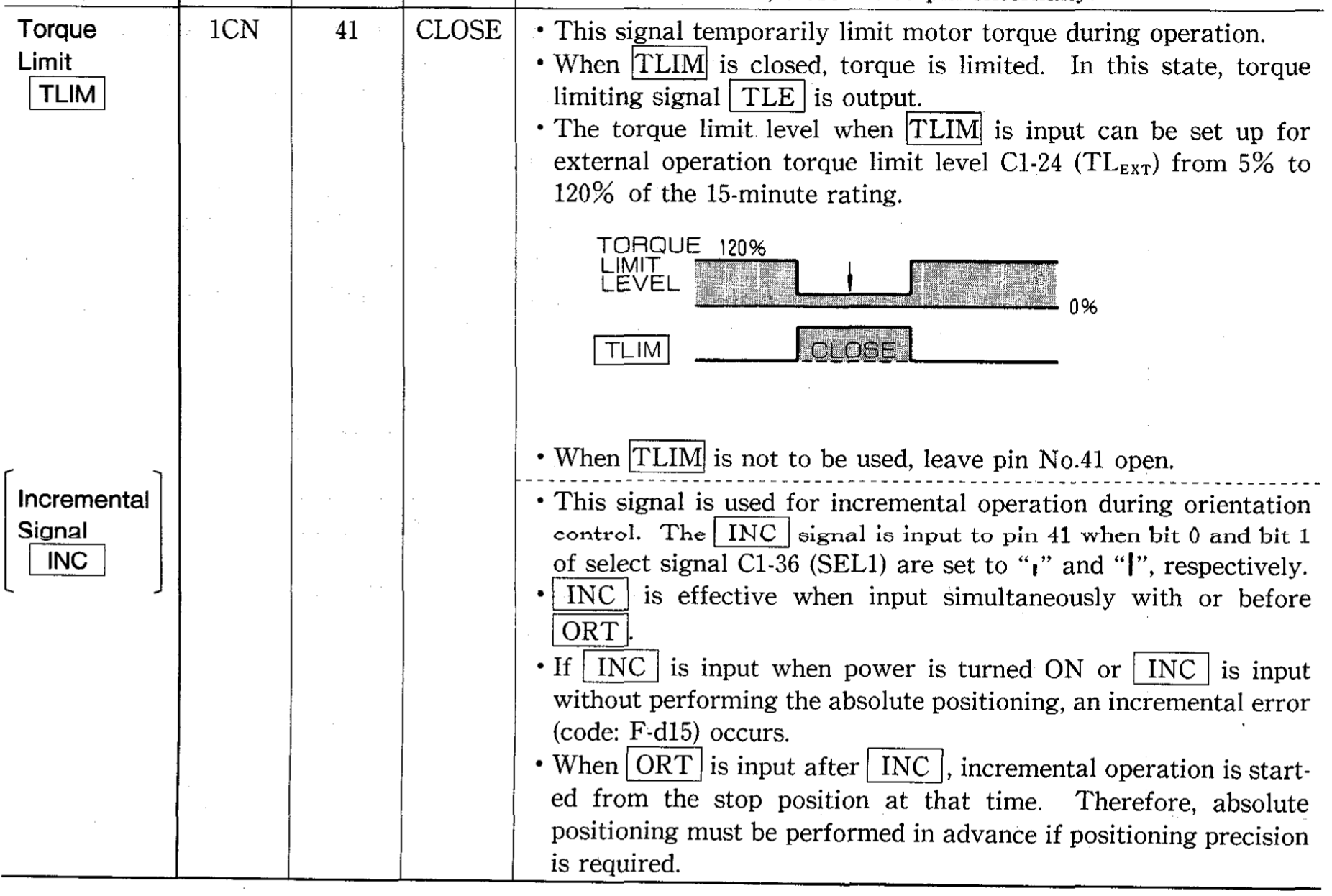
Just going through my spindle setup today and was wondering what you did with pin 41 coming out of the drive. It is labeled as TLIM for torque limiting and my drive was set at 50% with the stock DX-32 control.
When and where do you have this going into the control and for what use? Curious since its alternate use is for incremental control for orientation.
When and where do you have this going into the control and for what use? Curious since its alternate use is for incremental control for orientation.
Attachments:
Last edit: 11 Aug 2021 20:42 by Michael.
Please Log in or Create an account to join the conversation.
- chopper79
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 193
- Thank you received: 44
15 Aug 2021 14:21 #217813
by chopper79
Replied by chopper79 on topic Bridgeport Torq-Cut TC4G Retrofit
I am using torque limit (#41 pin) for gear change as that is what it was wired for originally. Hate to change gears in full torque. I can hear the gears crying with just the thought of it.
Please Log in or Create an account to join the conversation.
- Michael
- Offline
- Platinum Member
-
Less
More
- Posts: 335
- Thank you received: 59
22 Aug 2021 20:05 - 22 Aug 2021 20:23 #218433
by Michael
Replied by Michael on topic Bridgeport Torq-Cut TC4G Retrofit
Ignore this. I answered my own dumb question shortly after I posted. EMG needs 2.5 seconds before FWD can be enabled. The easy solution is to take the wire that is EMG/RDY/SSC to a 24v ground so that it closes with machine start. FWD goes to enable for spindle control.
I'm having issues running my spindle off speed reference (+/-10v). I can get it to spin just fine in digital operator mode. And it is enabling and receiving analog voltage from the 7i77. Kind of at a loss right now. I played with a bunch of settings in the drive but can't get it to move even a bit once out of digital operator mode.
I have the following setup for enable:
FWD pin 37, EMG pin 35, RDY pin 36, SSC pin 40 all going to ENA+ and ENA- going to 24v ground
COM pin 34 is the +24v
All the display signals in V1-09 show the above lines as being closed. FWD is its own wire coming out of the MR50 connector and EMG, RDY and SSC were all wired together from the factory. Is there some sort of timing or separate control needed for the RDY in the drive?
I'm having issues running my spindle off speed reference (+/-10v). I can get it to spin just fine in digital operator mode. And it is enabling and receiving analog voltage from the 7i77. Kind of at a loss right now. I played with a bunch of settings in the drive but can't get it to move even a bit once out of digital operator mode.
I have the following setup for enable:
FWD pin 37, EMG pin 35, RDY pin 36, SSC pin 40 all going to ENA+ and ENA- going to 24v ground
COM pin 34 is the +24v
All the display signals in V1-09 show the above lines as being closed. FWD is its own wire coming out of the MR50 connector and EMG, RDY and SSC were all wired together from the factory. Is there some sort of timing or separate control needed for the RDY in the drive?
Last edit: 22 Aug 2021 20:23 by Michael.
Please Log in or Create an account to join the conversation.
- chopper79
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 193
- Thank you received: 44
13 Sep 2021 01:11 - 13 Sep 2021 01:15 #220387
by chopper79
Replied by chopper79 on topic Bridgeport Torq-Cut TC4G Retrofit
Glad you got it figured out.
I am on hold until Tuesday or Wednesday of this week. Currently waiting on my new granite angle so I can aligned the axis to each other since I disassembled everything. I did get the new X axis thrust bearings installed and those oil lines hooked up.
I was messing around with the acceleration values on the mill and noticed that I have the odd acceleration hesitation. Almost like the acceleration is delayed a bit for some reason. I will have to look into that more later on I guess.
Once I get the angle plate in then I will get everything aligned and can begin putting way covers on and other misc panels. Getting a bit closer to being done thankfully.
I am on hold until Tuesday or Wednesday of this week. Currently waiting on my new granite angle so I can aligned the axis to each other since I disassembled everything. I did get the new X axis thrust bearings installed and those oil lines hooked up.
I was messing around with the acceleration values on the mill and noticed that I have the odd acceleration hesitation. Almost like the acceleration is delayed a bit for some reason. I will have to look into that more later on I guess.
Once I get the angle plate in then I will get everything aligned and can begin putting way covers on and other misc panels. Getting a bit closer to being done thankfully.
Last edit: 13 Sep 2021 01:15 by chopper79.
Please Log in or Create an account to join the conversation.
- chopper79
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 193
- Thank you received: 44
14 Sep 2021 00:04 - 14 Sep 2021 00:59 #220535
by chopper79
Replied by chopper79 on topic Bridgeport Torq-Cut TC4G Retrofit
Ok just finished up squaring in the X,Y, and Z using a 0.0001" indicator and my granite angle
- X -> Y = 0.0001"
- Z -> X = 0.0002"
- Z -> Y = 0.0001"
Checked backlash also: (No backlash comp set)- X = 0.00015" (In between 0.0001" and 0.0002")
- Y = 0.0001"
- Z = 0.0001"
With servo engaged I pushed (more like pry) the axis to see what the mechanical play was and if it returned to zero- X = 0.00025" and returns to zero each direction
- Y = 0.0003" and returns to zero each direction
Not to bad I have to say given the age of the machine. All bolts are torqued to proper spec. Time to begin the way covers.
Last edit: 14 Sep 2021 00:59 by chopper79.
Please Log in or Create an account to join the conversation.
Time to create page: 0.346 seconds