Another plasma component...
- robertspark
- Offline
- Platinum Member
-

Less
More
- Posts: 915
- Thank you received: 216
30 Jul 2019 17:11 - 30 Jul 2019 17:15 #140962
by robertspark
is that a genuine machine torch or fabricated?
Replied by robertspark on topic Another plasma component...
is that a genuine machine torch or fabricated?
Last edit: 30 Jul 2019 17:15 by robertspark.
Please Log in or Create an account to join the conversation.
- phillc54
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
30 Jul 2019 23:25 #140979
by phillc54
Replied by phillc54 on topic Another plasma component...
It's a neat conversion he did on
this thread
The following user(s) said Thank You: robertspark
Please Log in or Create an account to join the conversation.
- robertspark
- Offline
- Platinum Member
-
Less
More
- Posts: 915
- Thank you received: 216
31 Jul 2019 06:01 #140985
by robertspark
Replied by robertspark on topic Another plasma component...
thanks very nice
Please Log in or Create an account to join the conversation.
- phillc54
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
31 Jul 2019 10:45 #140994
by phillc54
Replied by phillc54 on topic Another plasma component...
I have pushed an update:
Add small hole feature to the GCode parser
This is only for folk who don't use a post processor or their post processor cannot do small hole stuffs...
home.iprimus.com.au/phillcarter/plasma/p...#_hole_cutting_intro
Add small hole feature to the GCode parser
This is only for folk who don't use a post processor or their post processor cannot do small hole stuffs...
home.iprimus.com.au/phillcarter/plasma/p...#_hole_cutting_intro
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-
Less
More
- Posts: 11975
- Thank you received: 4080
31 Jul 2019 10:53 #140995
by rodw
Replied by rodw on topic Another plasma component...
Pretty wild enhancement Phill. It will be good to see feedback about hole cutting as users get into testing it.
So now you need to add a feature to spot hole centres if less than a user specified diameter (eg < 6mm). This will be dependent a bit on the user's build quality re backlash, rigidity etc. Probably needs to be able to set from gcode to allow for variations in thickness.")
So now you need to add a feature to spot hole centres if less than a user specified diameter (eg < 6mm). This will be dependent a bit on the user's build quality re backlash, rigidity etc. Probably needs to be able to set from gcode to allow for variations in thickness.
Please Log in or Create an account to join the conversation.
- phillc54
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
31 Jul 2019 11:37 #140998
by phillc54
Replied by phillc54 on topic Another plasma component...
Would you need to be able to adjust current to do this or would a timed torch pulse be adequate?
Please Log in or Create an account to join the conversation.
- rodw
-
- Offline
- Platinum Member
-
Less
More
- Posts: 11975
- Thank you received: 4080
31 Jul 2019 11:52 - 31 Jul 2019 11:52 #141000
by rodw
I just turn it off when I get an ArcOK. Thats nice and simple. Possibly timing would be useful as ArcOK can put a fair divot in thicker material. Not many people can control current but perhaps its an option too. Robertspark or Stefan would have a better idea. I know Beefy in Melbourne has played around with monitoring the current with a current sensor and killing the arc at a certain threshold but that requires adding electronics inside a plasma cutter.
Replied by rodw on topic Another plasma component...
Would you need to be able to adjust current to do this or would a timed torch pulse be adequate?
I just turn it off when I get an ArcOK. Thats nice and simple. Possibly timing would be useful as ArcOK can put a fair divot in thicker material. Not many people can control current but perhaps its an option too. Robertspark or Stefan would have a better idea. I know Beefy in Melbourne has played around with monitoring the current with a current sensor and killing the arc at a certain threshold but that requires adding electronics inside a plasma cutter.
Last edit: 31 Jul 2019 11:52 by rodw.
The following user(s) said Thank You: phillc54
Please Log in or Create an account to join the conversation.
- robertspark
- Offline
- Platinum Member
-
Less
More
- Posts: 915
- Thank you received: 216
31 Jul 2019 12:47 - 31 Jul 2019 12:49 #141004
by robertspark
Replied by robertspark on topic Another plasma component...
With regards to plasma center punch, I'd suggest having a read of the Hypertherm 45XP Operator manual as the 45XP does plasma marking and dimpling.
Yes I know this may not apply to you, but my point is that you at least consider how they do it. i.e. set the amperage on the lowest setting, increase the pierce height and for dimpling, giving the pulse a VERY fast pulse.
www.hypertherm.com/Download?fileId=HYP172110&zip=False
PDF page 117
ALSO the cut table is on 137 (for air)
For dimpling, the recommended current is 10A, at a pierce (dimple) height of 6.4mm (0.25"), with a delay time listed as 0.05 Seconds.
Also if you look the air pressure may need to be lowered, given for something like "standard shielded 45A consumables" the airflow is 390scfh (standard cubic feet / hour [cold]), and for the marking / dimpling it is 300scfh. the "may need to be is based upon the airflow being lower, but the 45XP has marking consumables and cutting consumables...... they "may" have different orifice sizes.... which will lower the flow too. The point being have a play and see what works for you, but if you machine can fire the torch on and off fast you are most of the way there.
Yes I know this may not apply to you, but my point is that you at least consider how they do it. i.e. set the amperage on the lowest setting, increase the pierce height and for dimpling, giving the pulse a VERY fast pulse.
www.hypertherm.com/Download?fileId=HYP172110&zip=False
PDF page 117
ALSO the cut table is on 137 (for air)
For dimpling, the recommended current is 10A, at a pierce (dimple) height of 6.4mm (0.25"), with a delay time listed as 0.05 Seconds.
Also if you look the air pressure may need to be lowered, given for something like "standard shielded 45A consumables" the airflow is 390scfh (standard cubic feet / hour [cold]), and for the marking / dimpling it is 300scfh. the "may need to be is based upon the airflow being lower, but the 45XP has marking consumables and cutting consumables...... they "may" have different orifice sizes.... which will lower the flow too. The point being have a play and see what works for you, but if you machine can fire the torch on and off fast you are most of the way there.
Last edit: 31 Jul 2019 12:49 by robertspark. Reason: {was looking at the argon table....
The following user(s) said Thank You: phillc54, rodw
Please Log in or Create an account to join the conversation.
- phillc54
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
01 Aug 2019 01:54 #141062
by phillc54
Replied by phillc54 on topic Another plasma component...
Just looking at the chart for the PM45XP with marking consumables, the resultant dimple size is 2mm.
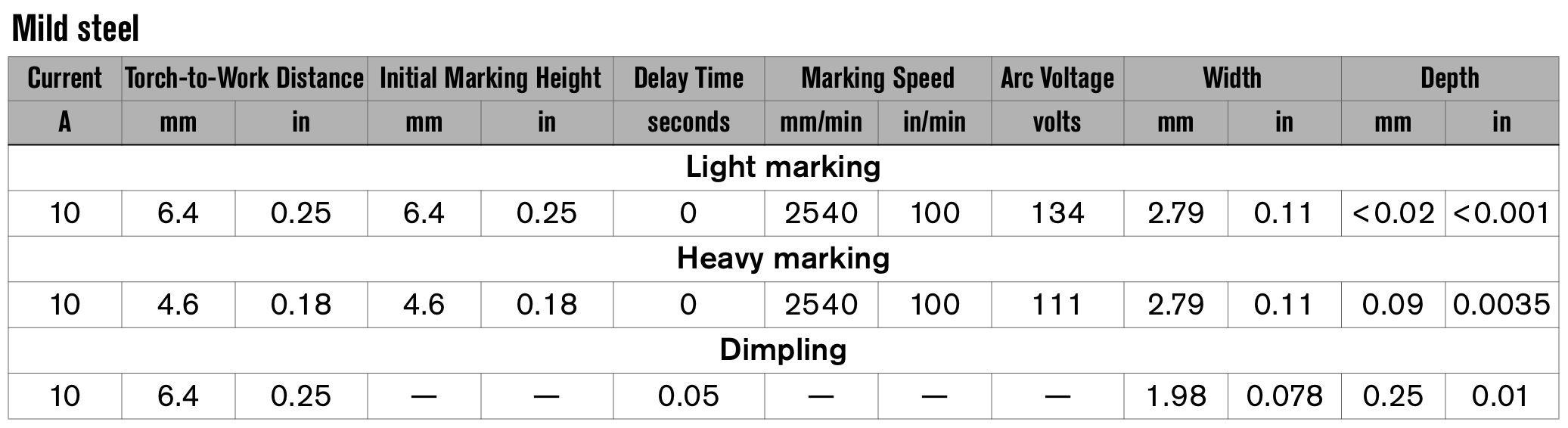
Is that really accurate enough for a centre spot?
I guess that figure would also be worse with non marking consumables and higher amperage.
From the manual:
PierceDelayTime – Length of time the triggered torch remains stationary at the pierce height before the torch starts the cutting motion. In marking charts, this is referred to as Delay Time.
I take from that the Delay Time is the time from Arc OK until torch is turned off.
Is that really accurate enough for a centre spot?
I guess that figure would also be worse with non marking consumables and higher amperage.
From the manual:
PierceDelayTime – Length of time the triggered torch remains stationary at the pierce height before the torch starts the cutting motion. In marking charts, this is referred to as Delay Time.
I take from that the Delay Time is the time from Arc OK until torch is turned off.
Attachments:
Please Log in or Create an account to join the conversation.
- rodw
-
- Offline
- Platinum Member
-
Less
More
- Posts: 11975
- Thank you received: 4080
01 Aug 2019 02:49 #141065
by rodw
Replied by rodw on topic Another plasma component...
Hmm, Phill, you helped me find a bug in my post processor.
This is three spots at 40 amps on 2mm mild steel, no pierce delay.

To actually cut something, you need a movement between M3 and M5 so the post processor moved 0.001mm which is insignificant. The post processor I based mine on used 0.0254 mm for the move.
Remembering that a plasma is more like a blunt axe than a precision milling machine, these have proved accurate enough for drilling if you use the normal 1.0mm larger drill than the bolt. But clearly you are not going to spot to drill 1mm diameter holes but 4mm has proven OK.
This is three spots at 40 amps on 2mm mild steel, no pierce delay.
To actually cut something, you need a movement between M3 and M5 so the post processor moved 0.001mm which is insignificant. The post processor I based mine on used 0.0254 mm for the move.
Remembering that a plasma is more like a blunt axe than a precision milling machine, these have proved accurate enough for drilling if you use the normal 1.0mm larger drill than the bolt. But clearly you are not going to spot to drill 1mm diameter holes but 4mm has proven OK.
Attachments:
Please Log in or Create an account to join the conversation.
Moderators: snowgoer540
Time to create page: 0.671 seconds