- Other Stuff
- Show Your Stuff
- Developments on my Home built 5C CNC Lathe - new spindle and progress on the ATC
Developments on my Home built 5C CNC Lathe - new spindle and progress on the ATC
- NoJo
- Offline
- Elite Member
-

Less
More
- Posts: 180
- Thank you received: 43
30 Jun 2021 20:02 - 30 Jun 2021 20:20 #213362
by NoJo
Developments on my Home built 5C CNC Lathe - new spindle and progress on the ATC was created by NoJo
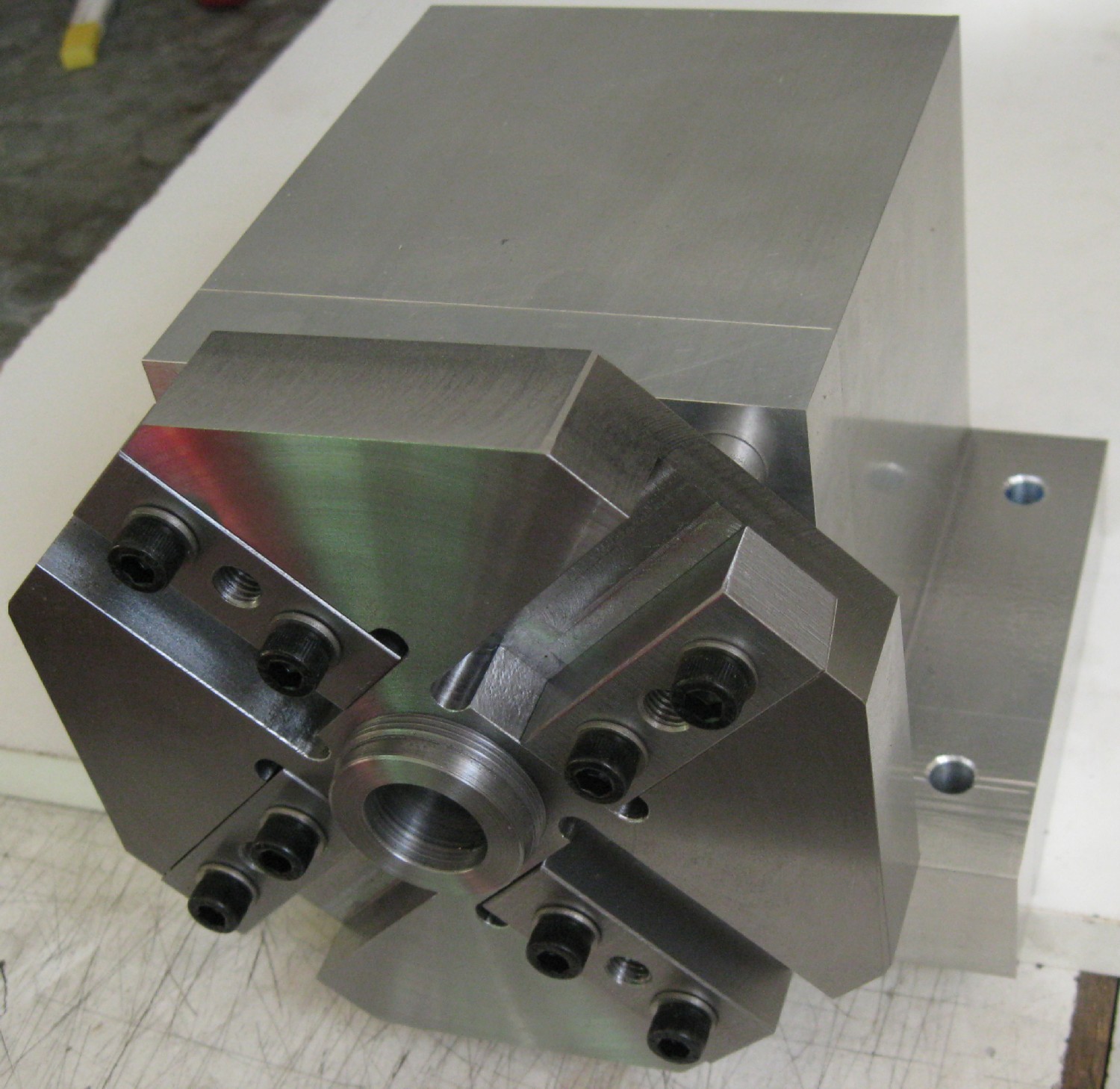
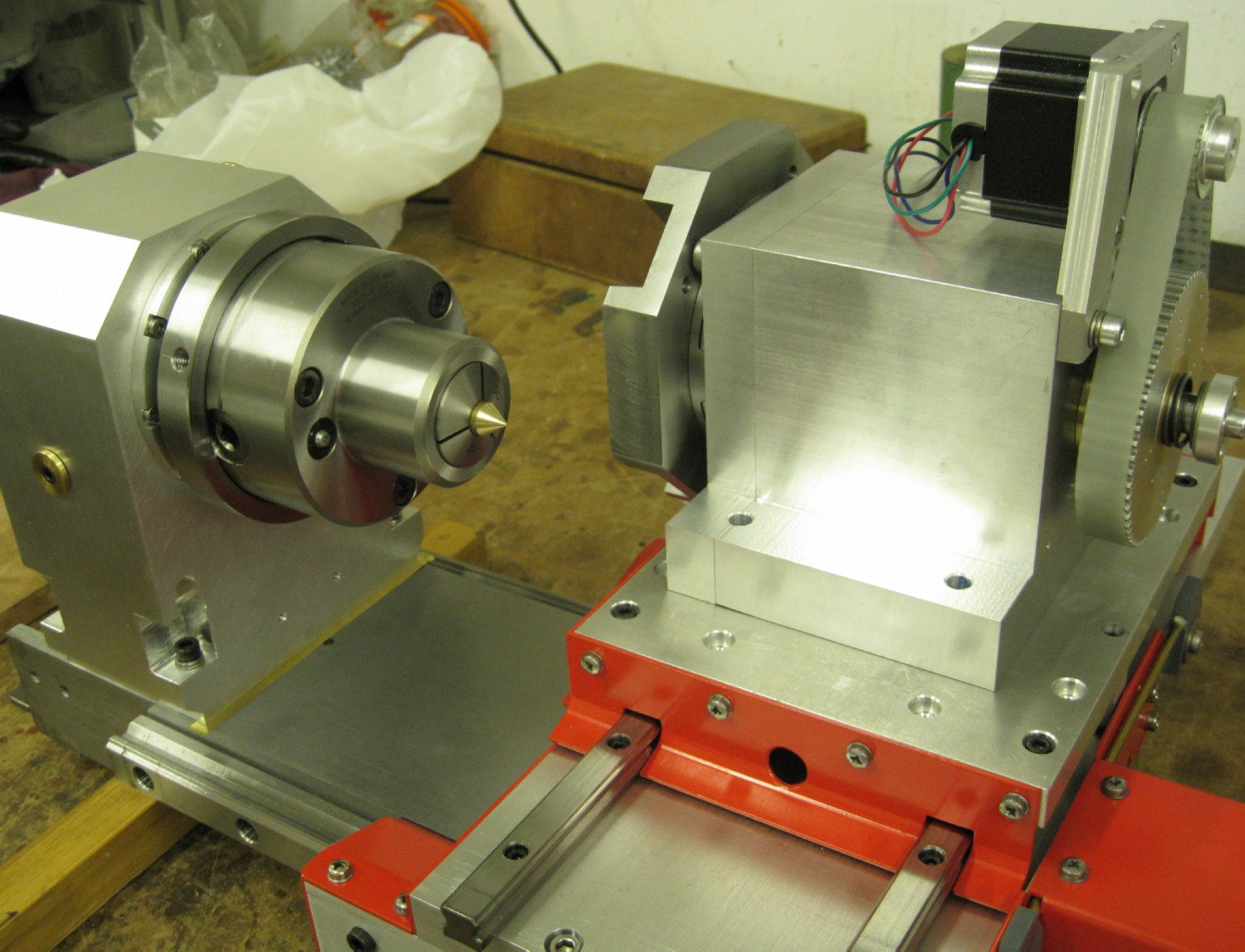
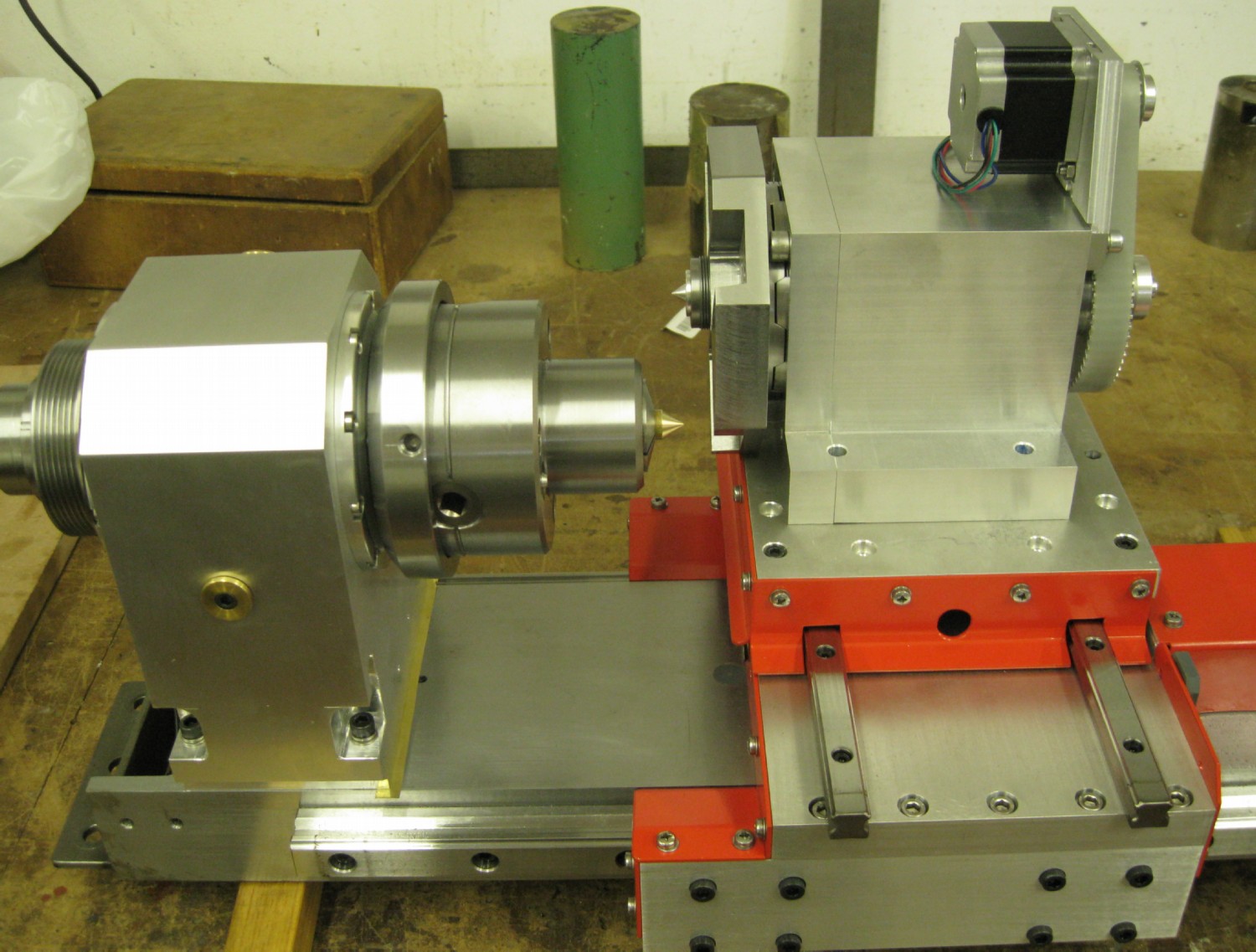
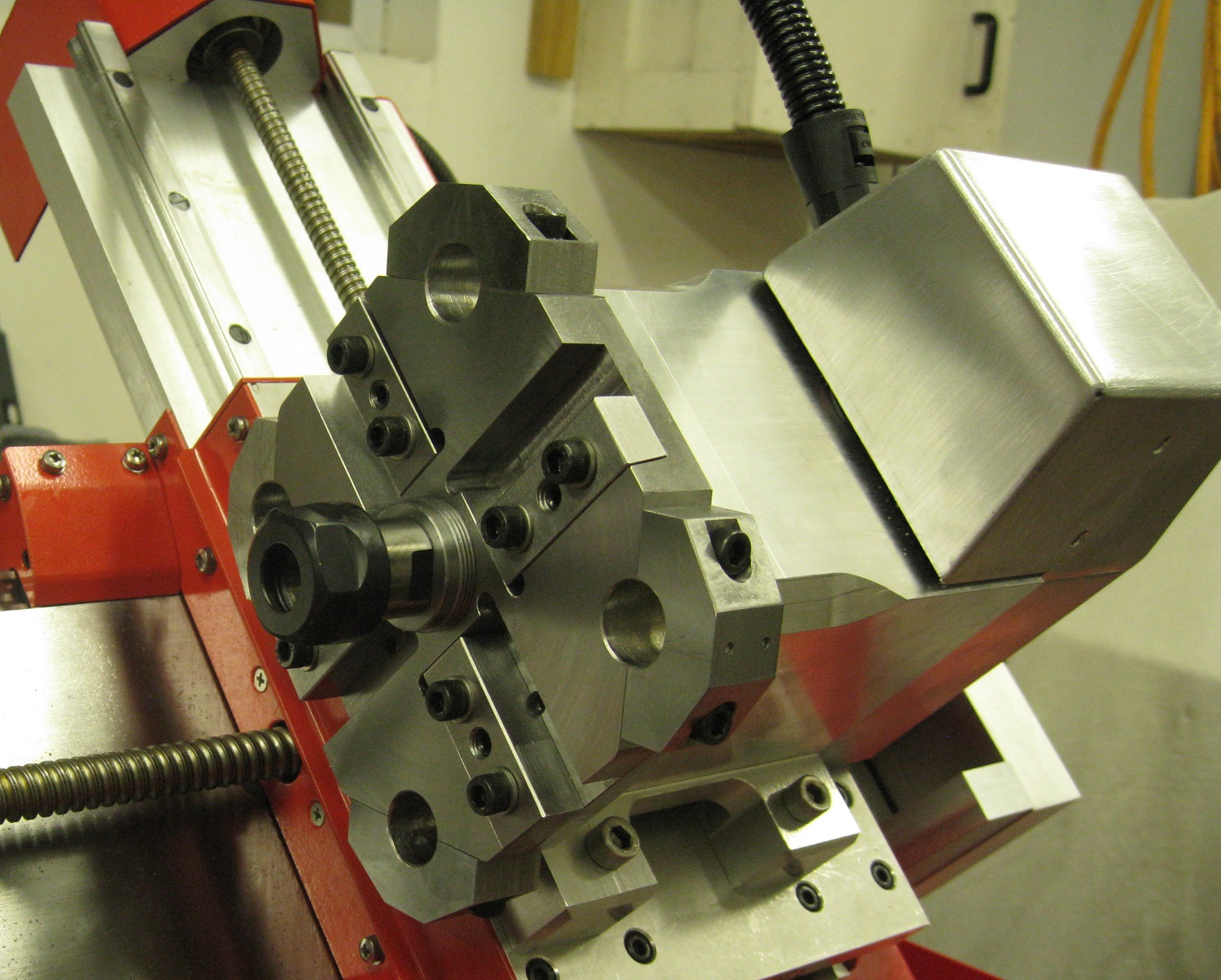
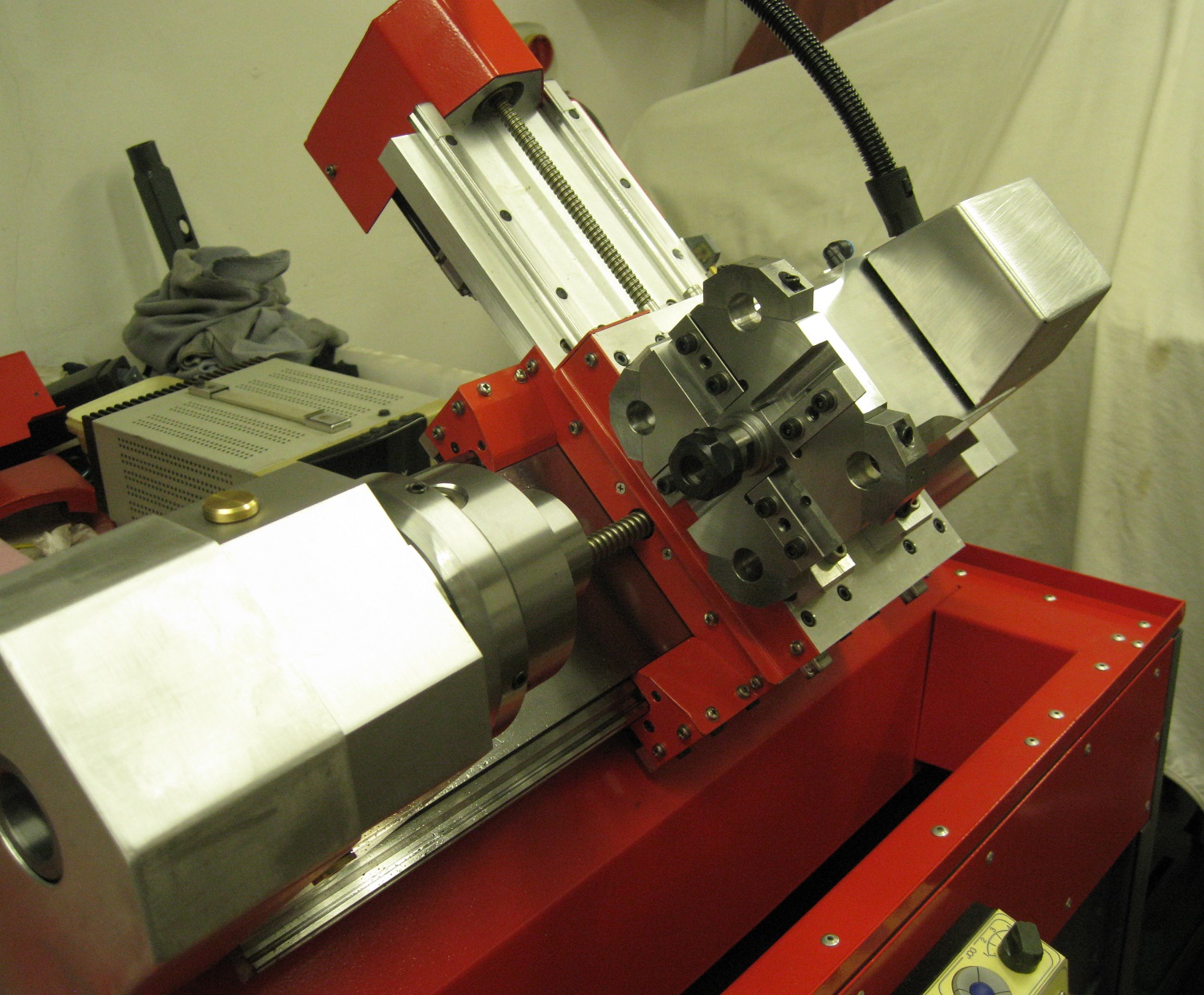
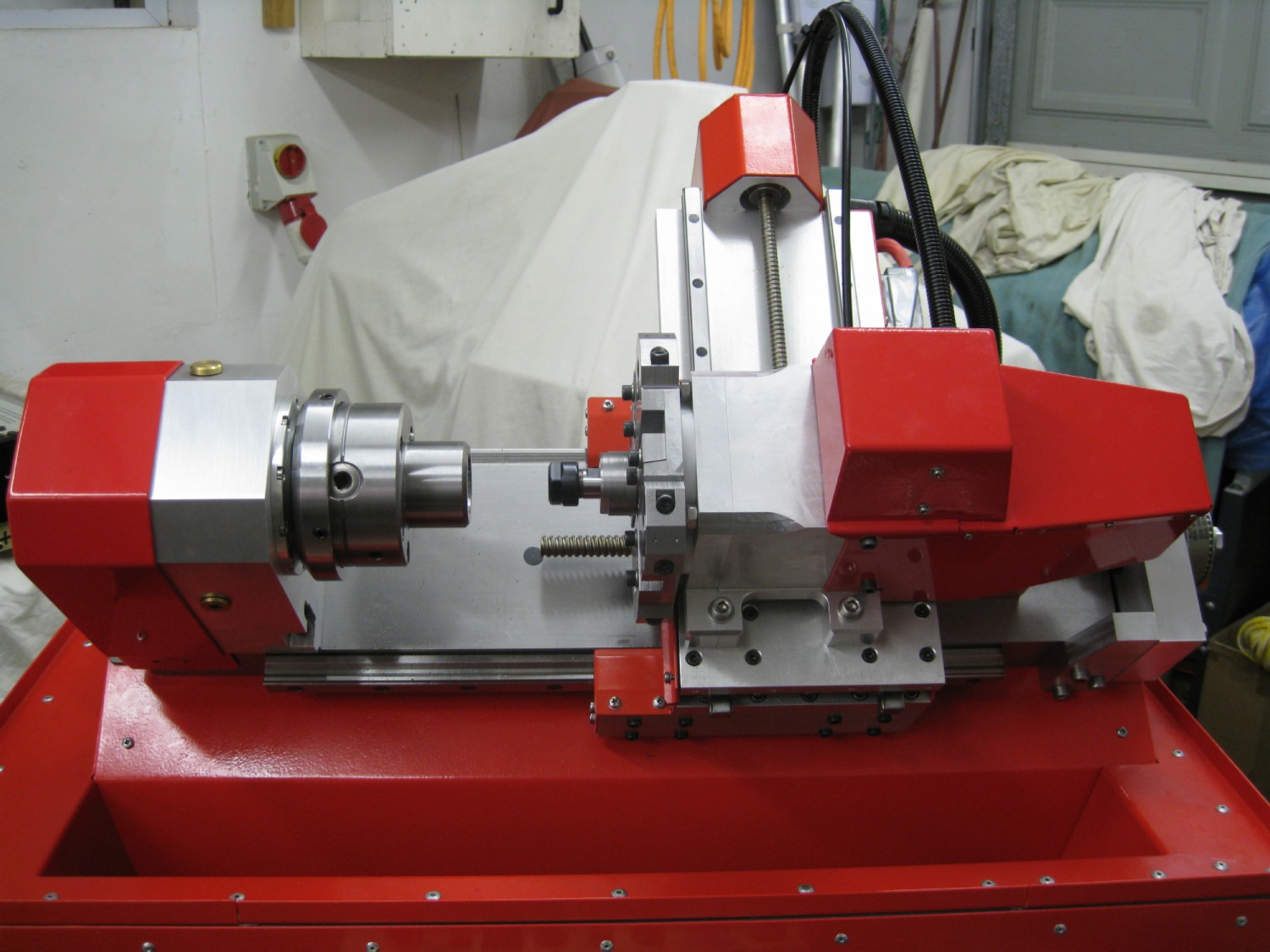
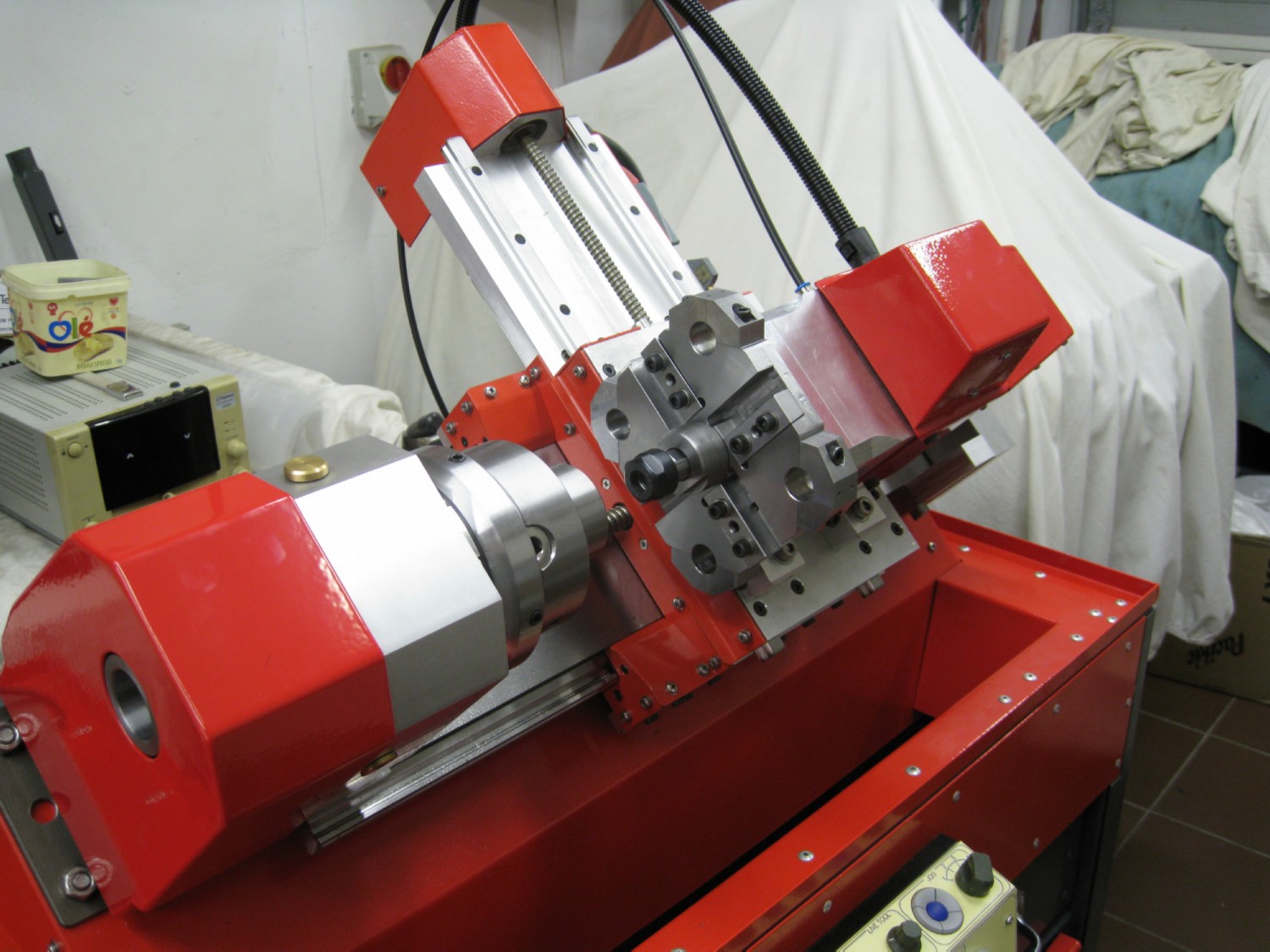
Since my initial post on this project, Andy has helped me tremendously in getting the lathe to work, with a fully functional C axis as well. Thanks Andy!I had to change the spindle design as the integral 5C spindle meant there was zero overhang past the headstock - great for rigidity, but very difficult to implement a conventional ATC - the axial tooling would crash with the headstock. So I made a new spindle with a backplate and fitted a 4inch 5C Bison chuck. The ATC toolplate is designed to have the axial tooling clear the chuck. The spindle is done and together, and ready to be fitted to the lathe again, with all the tramming to be repeated..
Tool Clearance design:
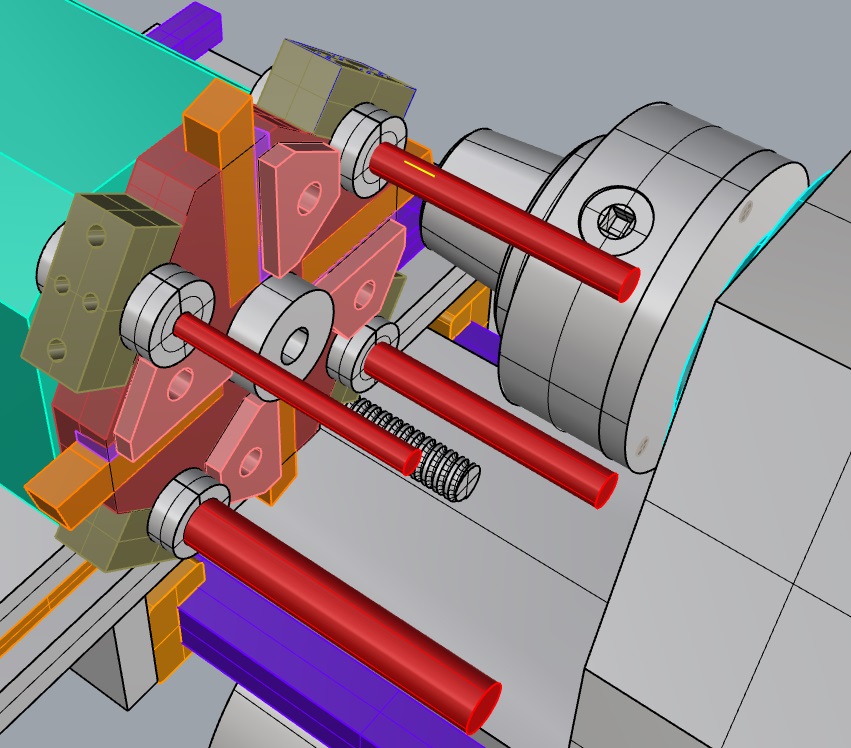
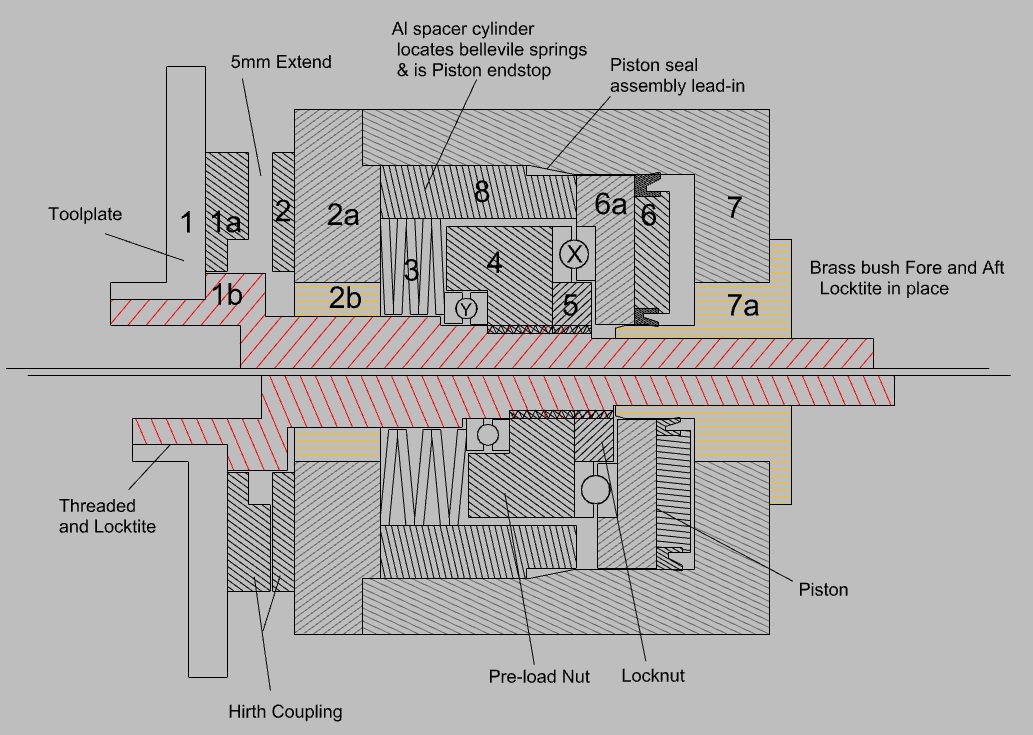
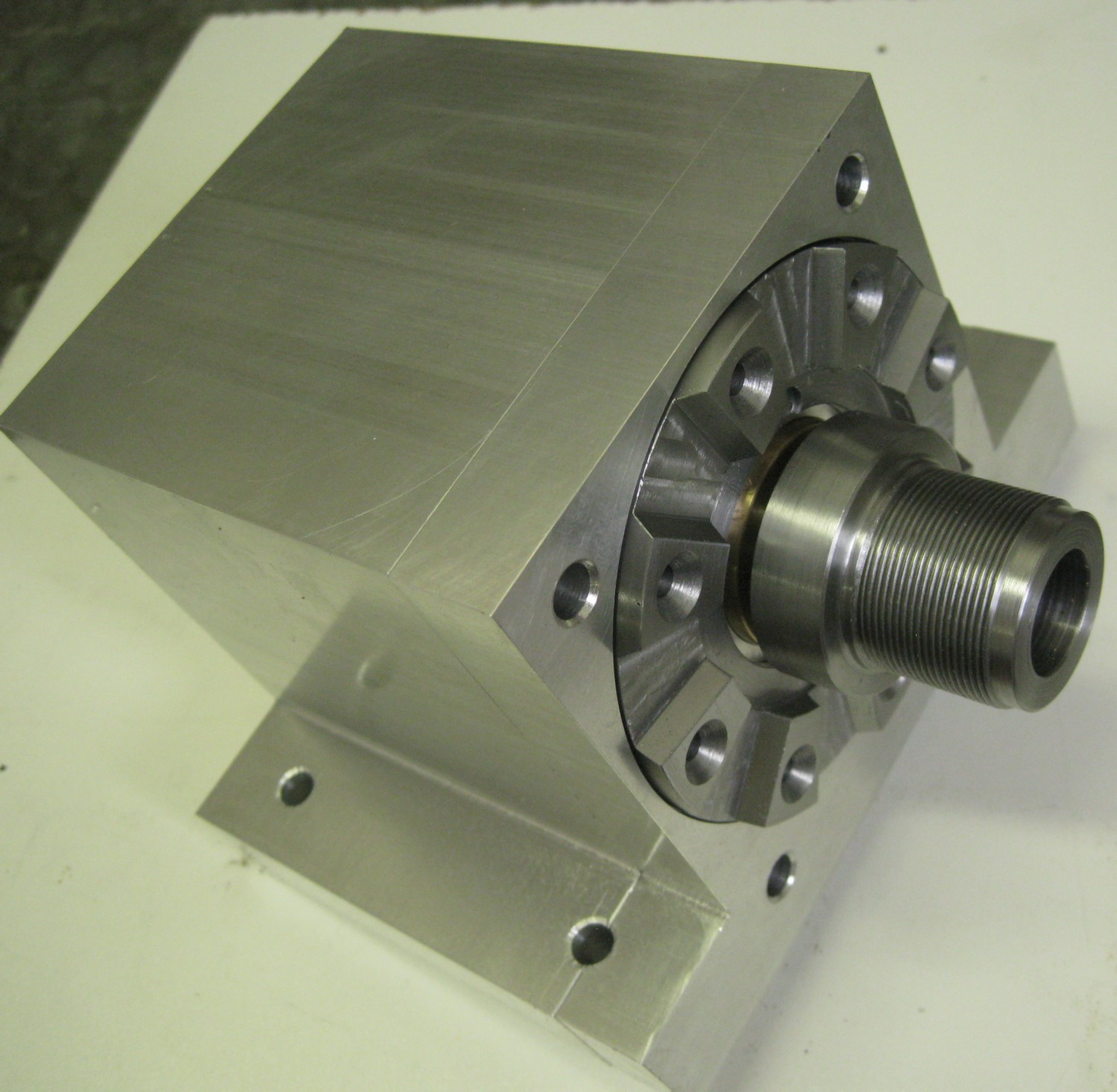
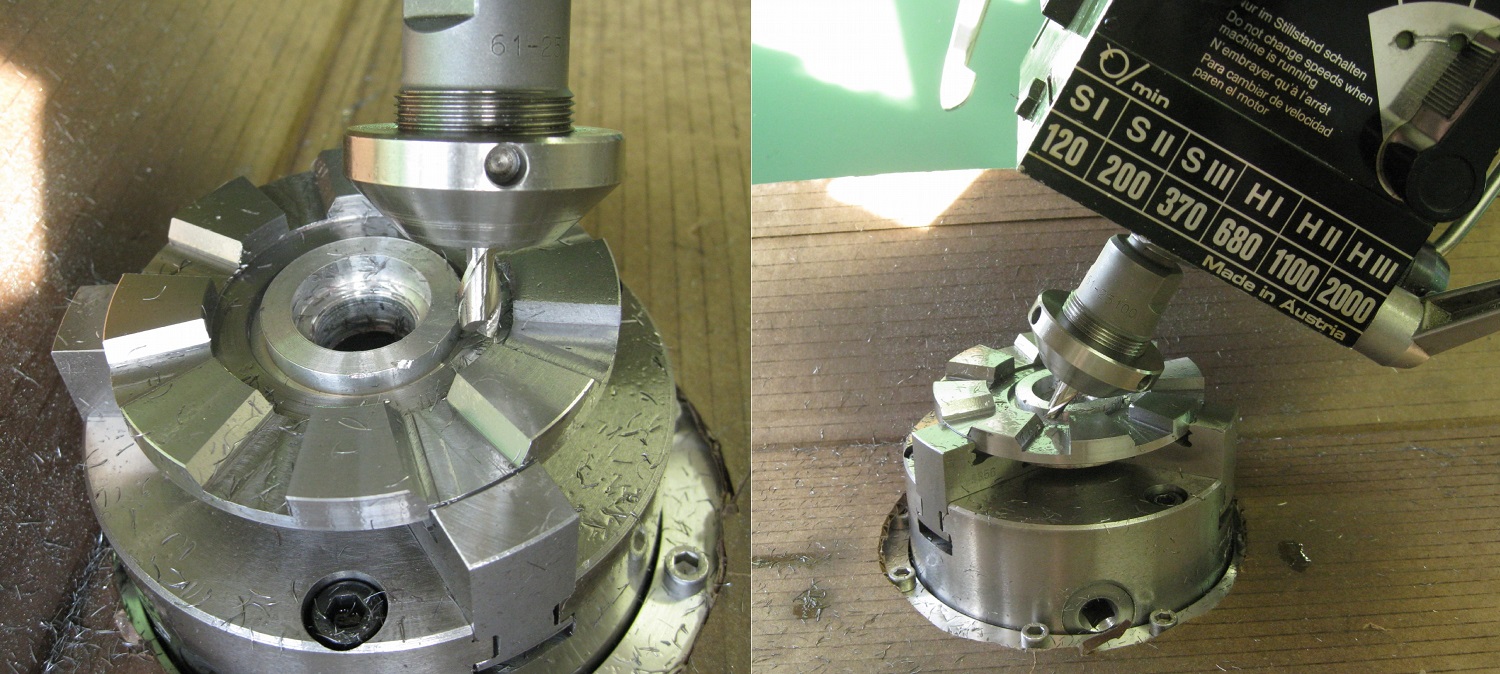
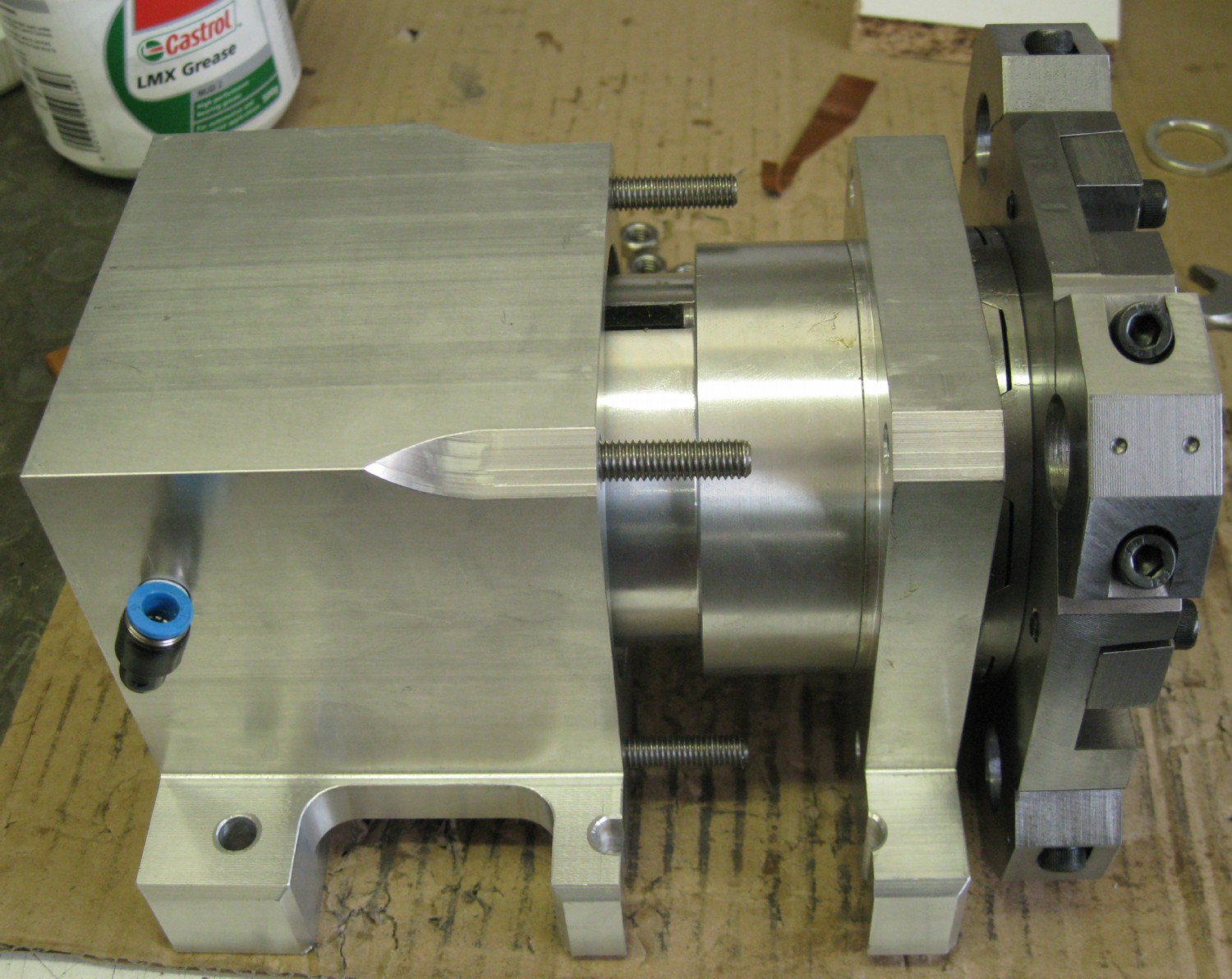
Work on the ATC is progressing well - it certainly is a lot of work though!The ATC uses pneumatics to open push the tool plate out, disengaging the Hirth coupler, and the tool plate is rotated by a stepper. When air pressure is released, Bellville springs force the Hirth coupler together again, keeping the toolplate from rotating. Machining the Hirth coupler was interesting..
ATC section detail:
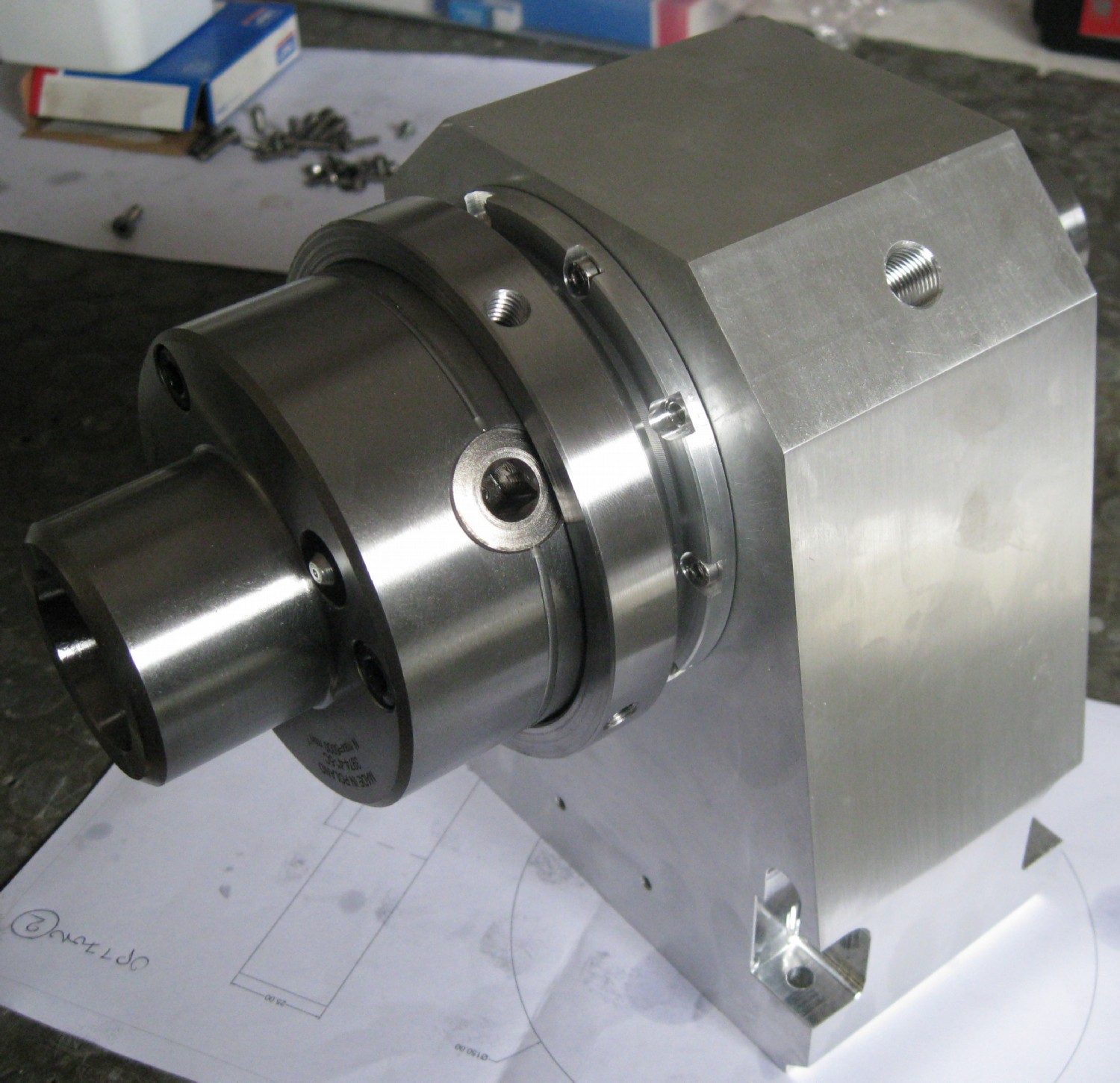
ATC Main body:
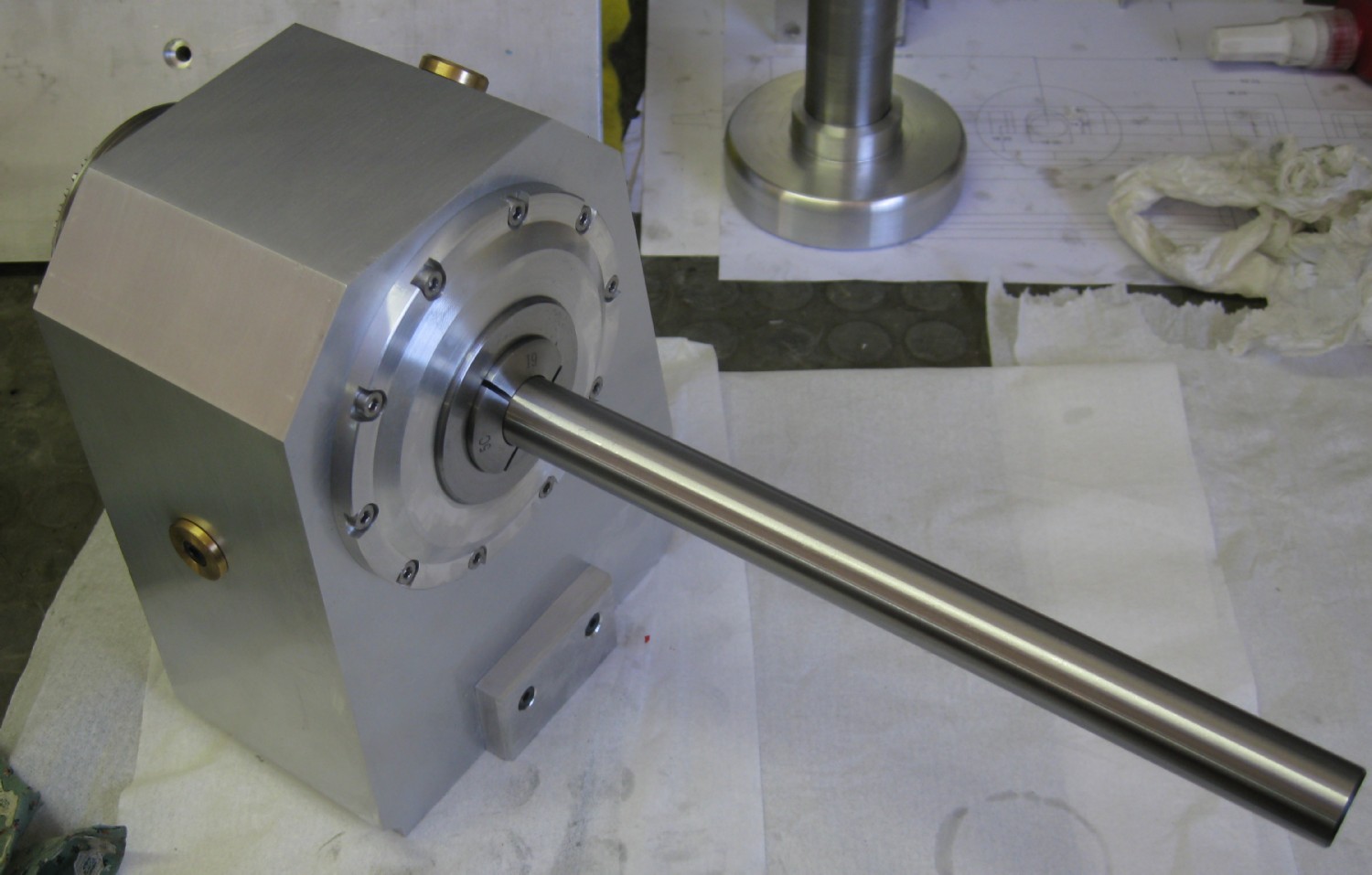
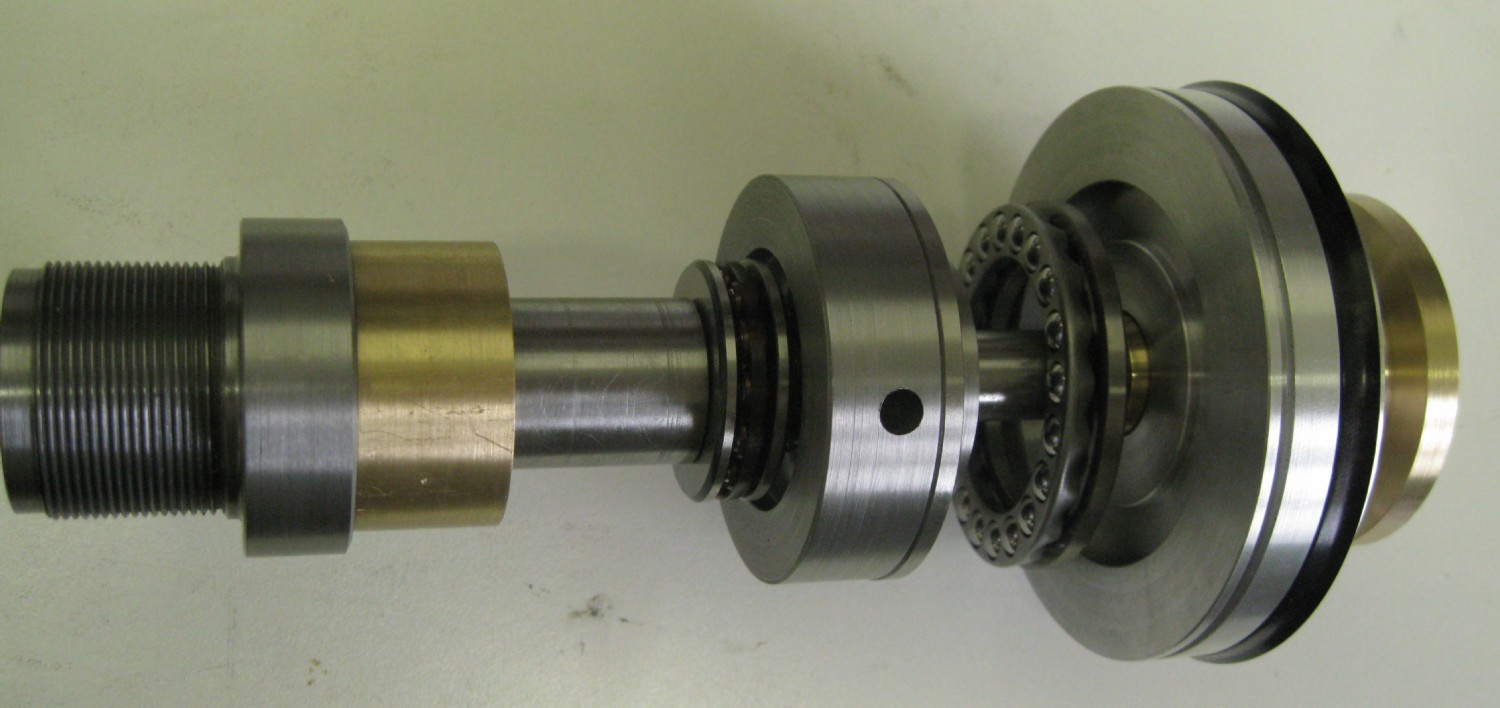
ATC Main shaft
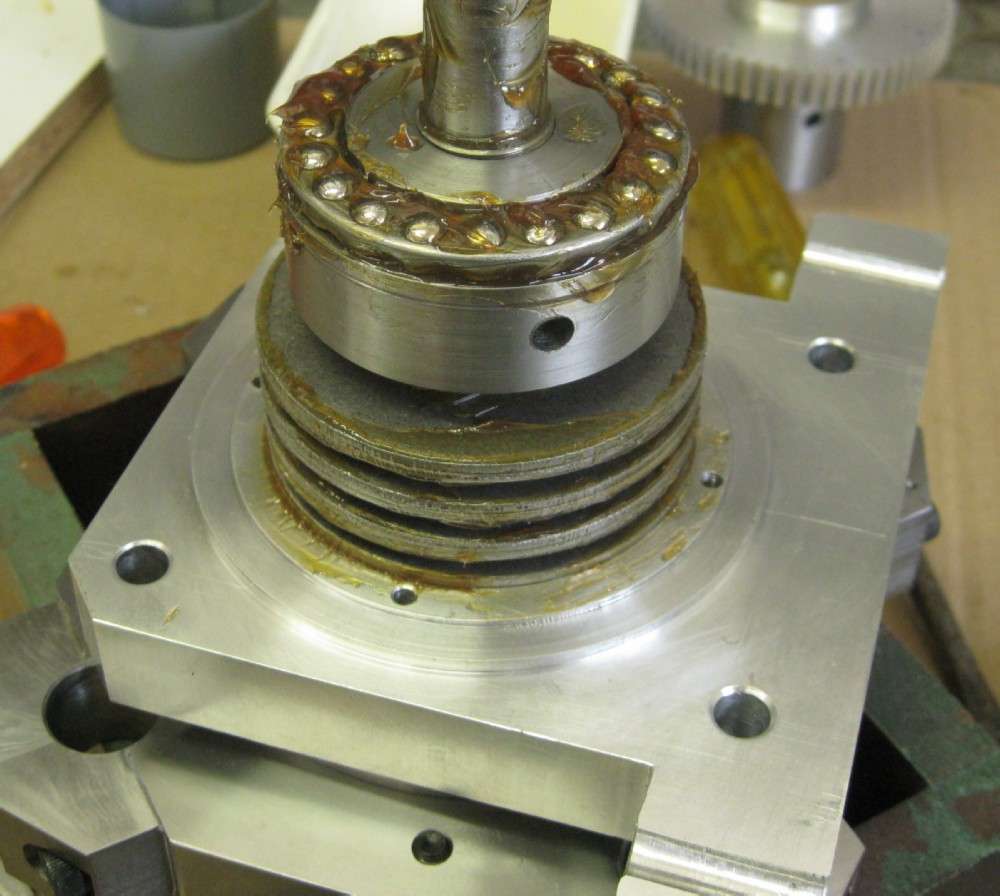
Machining Hirth Couplers:
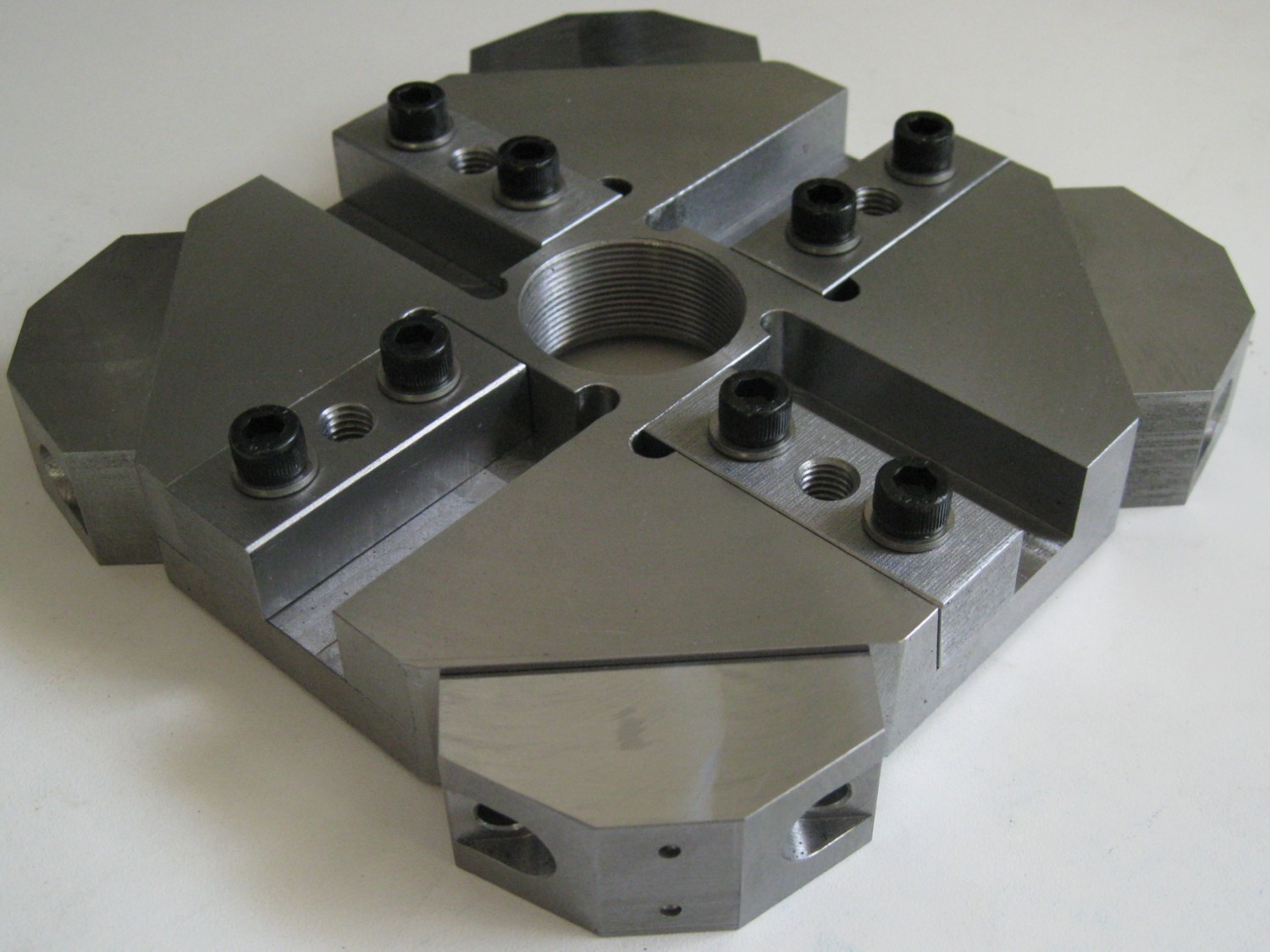
Hirth Couplers done:

Tool Clearance design:
Work on the ATC is progressing well - it certainly is a lot of work though!The ATC uses pneumatics to open push the tool plate out, disengaging the Hirth coupler, and the tool plate is rotated by a stepper. When air pressure is released, Bellville springs force the Hirth coupler together again, keeping the toolplate from rotating. Machining the Hirth coupler was interesting..
ATC section detail:
ATC Main body:
ATC Main shaft
Machining Hirth Couplers:
Hirth Couplers done:
Last edit: 30 Jun 2021 20:20 by NoJo.
The following user(s) said Thank You: tommylight, awildgoose
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19879
- Thank you received: 4644
02 Jul 2021 23:48 #213518
by andypugh
Replied by andypugh on topic Developments on my Home built 5C CNC Lathe - new spindle and progress on the ATC
<being evil>
It's a shame about the axial tooling. Possibly the answer is a second toolpost?
Also, if you do need to extend the chuck, a dead-length version is probably worth considering. That is where a sleeve slides forwards and compresses the collet, rather than pulling the collet back. I found how useful this would be trying to make lock pins to an exact length last week.
Amazon.uk had those collet chucks at £14 last week. A friend bought one. I think that they missed a zero off the end,
</evil>
It's a shame about the axial tooling. Possibly the answer is a second toolpost?
Also, if you do need to extend the chuck, a dead-length version is probably worth considering. That is where a sleeve slides forwards and compresses the collet, rather than pulling the collet back. I found how useful this would be trying to make lock pins to an exact length last week.
Amazon.uk had those collet chucks at £14 last week. A friend bought one. I think that they missed a zero off the end,
</evil>
Please Log in or Create an account to join the conversation.
- NoJo
- Offline
- Elite Member
-
Less
More
- Posts: 180
- Thank you received: 43
04 Jul 2021 19:49 - 04 Jul 2021 19:50 #213710
by NoJo
Replied by NoJo on topic Developments on my Home built 5C CNC Lathe - new spindle and progress on the ATC
Well, I have not found one at £14 - All the prices I have seen are a bit over the top for me!
The plain 5C chuck I have will do fine I guess...
The ATC is progressing well. Still awaiting the Bellville springs from South Africa before I can do a trial assembly and a test of the pneumatics.
Also need to get my head around the stepper drive mechanism and some sort of tool position encoding system. I am considering a planetary geared DC motor for the drive - it just ends up smaller and much lighter, which is a consideration in the slant bed configuration - a few kilo's of ATC hanging at 45deg has some effect on the X drive servo..
Still some way to go..
The plain 5C chuck I have will do fine I guess...
The ATC is progressing well. Still awaiting the Bellville springs from South Africa before I can do a trial assembly and a test of the pneumatics.
Also need to get my head around the stepper drive mechanism and some sort of tool position encoding system. I am considering a planetary geared DC motor for the drive - it just ends up smaller and much lighter, which is a consideration in the slant bed configuration - a few kilo's of ATC hanging at 45deg has some effect on the X drive servo..
Still some way to go..
Attachments:
Last edit: 04 Jul 2021 19:50 by NoJo.
Please Log in or Create an account to join the conversation.
- NoJo
- Offline
- Elite Member
-
Less
More
- Posts: 180
- Thank you received: 43
09 Jul 2021 12:16 #214087
by NoJo
Replied by NoJo on topic Developments on my Home built 5C CNC Lathe - new spindle and progress on the ATC
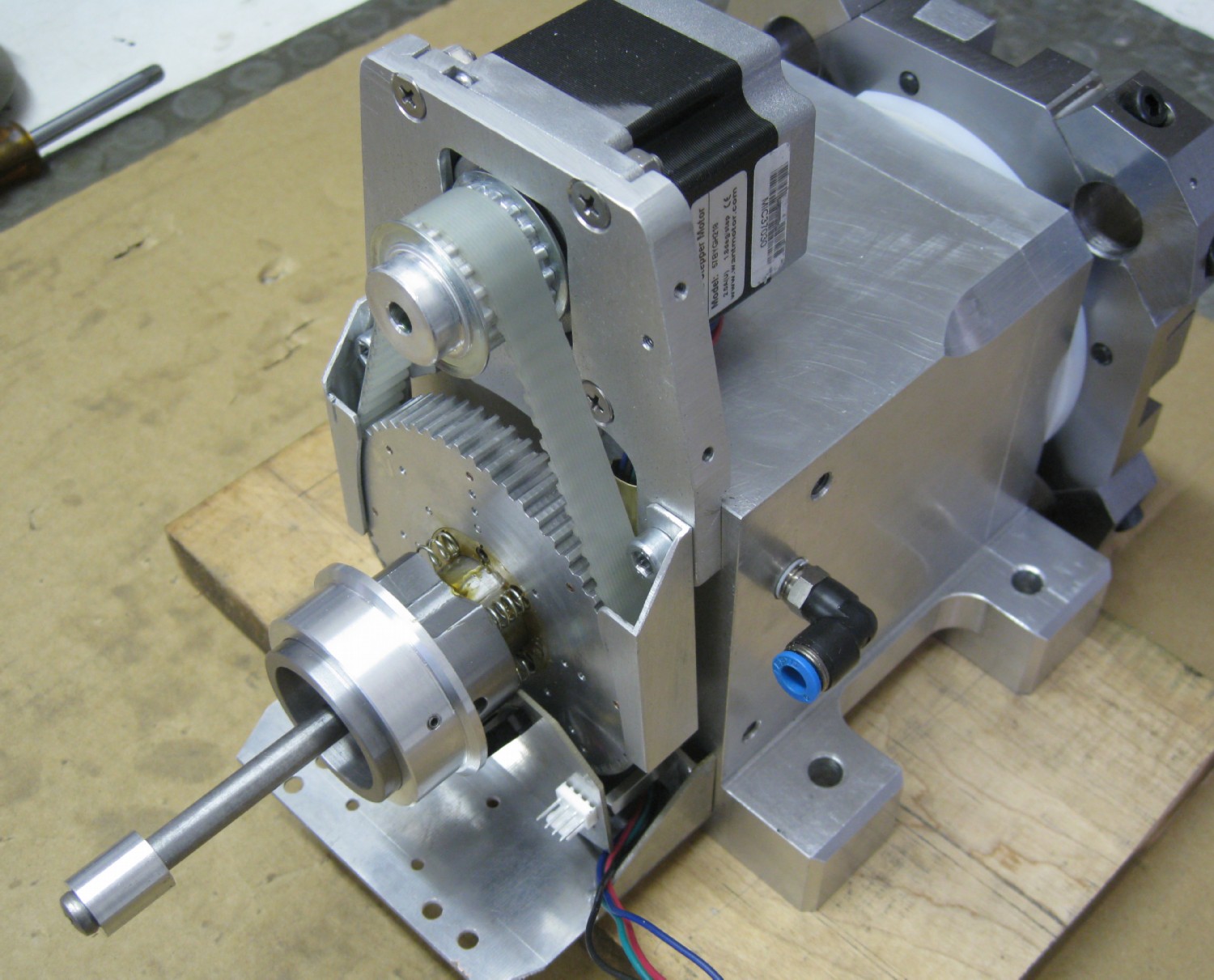
Progressing slowly...
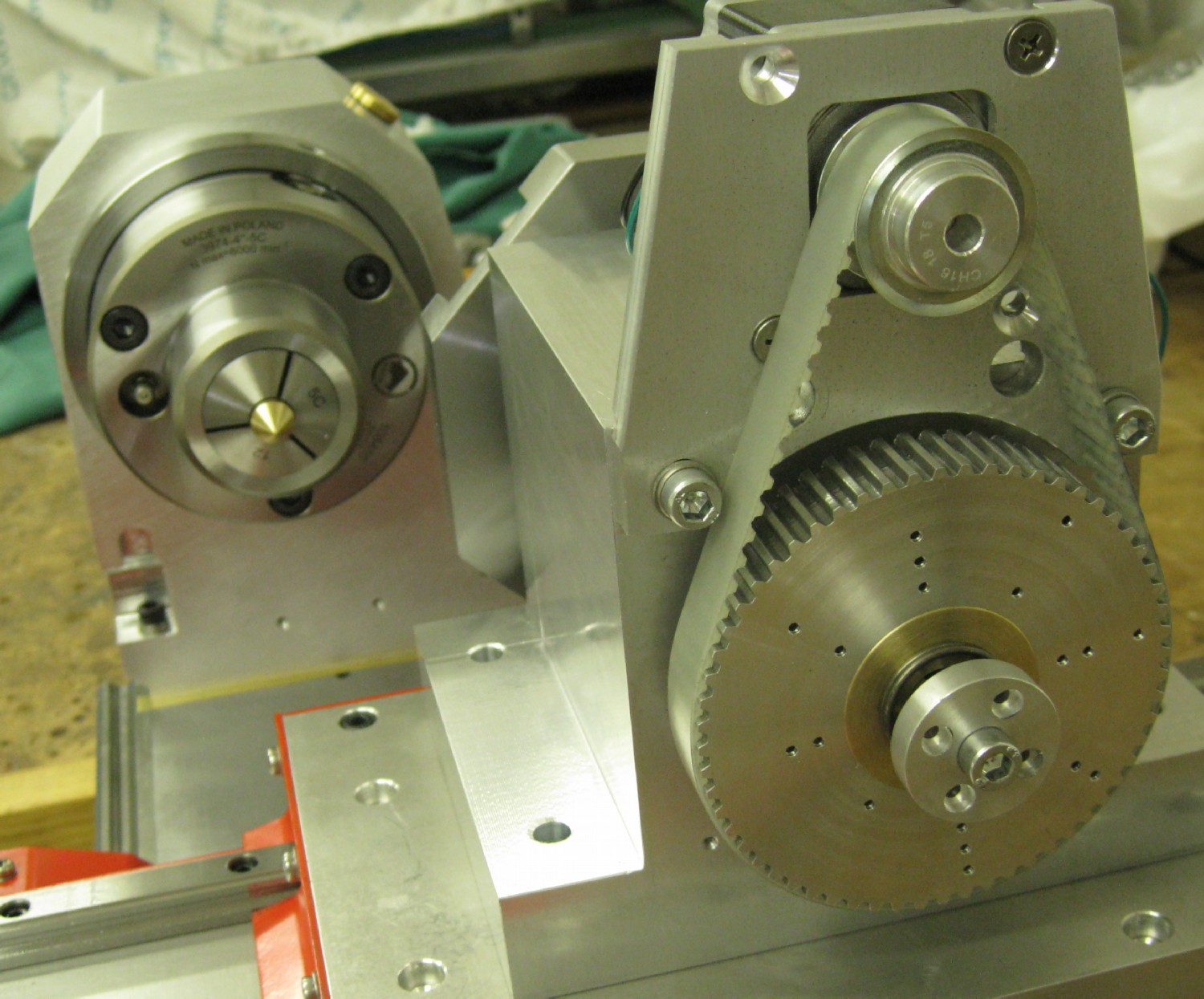
The tool position is determined by means of a binary encoder, part of the ATC main shaft drive pulley, drilled with encoding holes and sandwiched between a LED illuminator pcb and a photo-detector pcb.
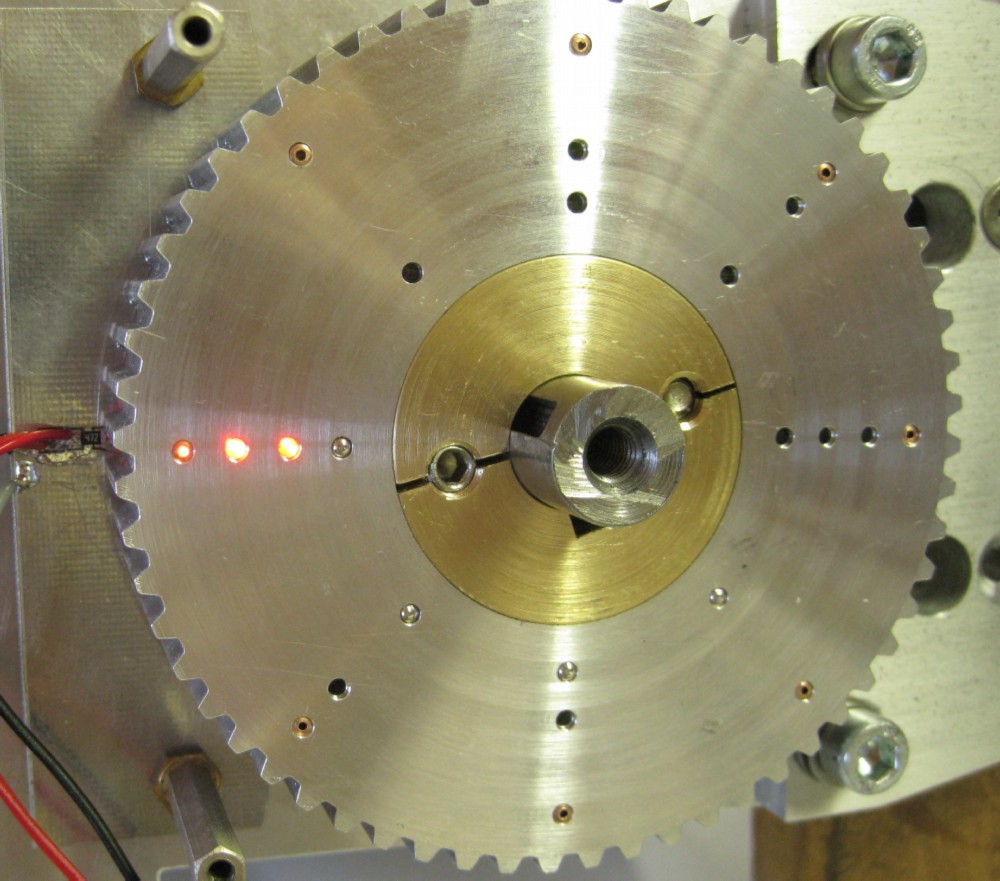
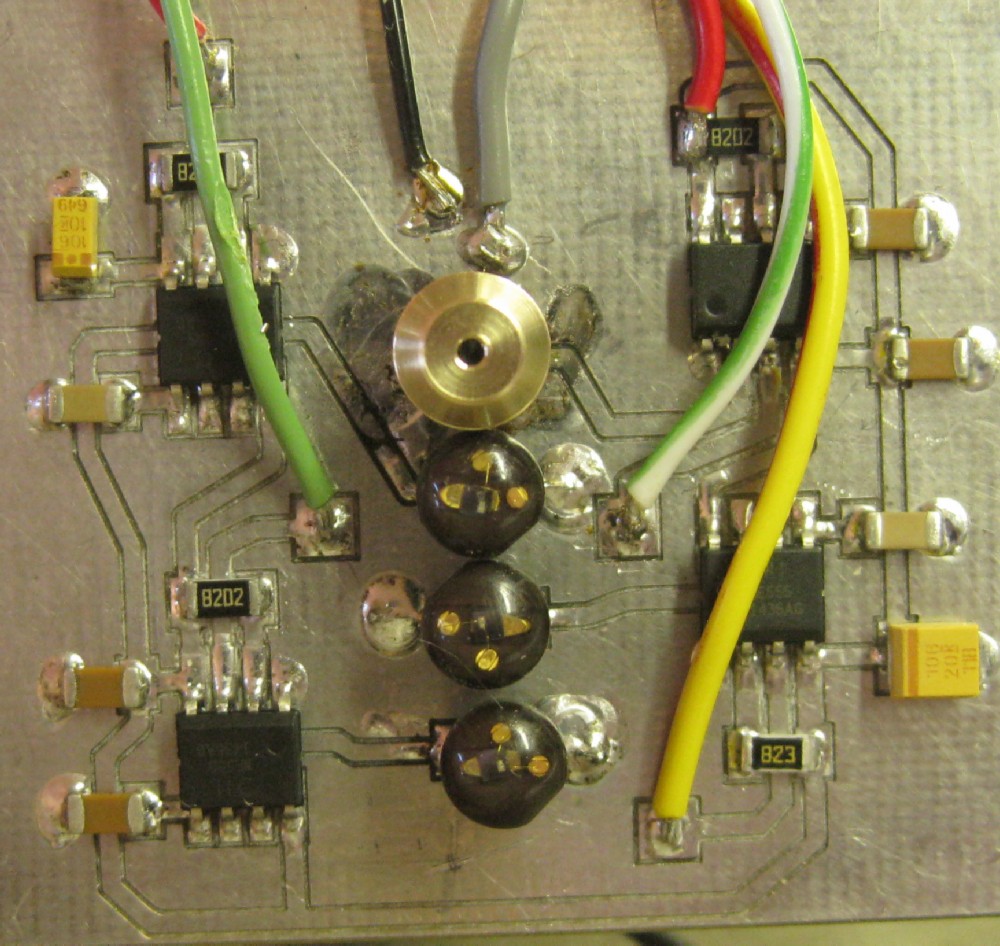
The tool position is determined by means of a binary encoder, part of the ATC main shaft drive pulley, drilled with encoding holes and sandwiched between a LED illuminator pcb and a photo-detector pcb.
Attachments:
The following user(s) said Thank You: Clive S, johnmc1
Please Log in or Create an account to join the conversation.
- NoJo
- Offline
- Elite Member
-
Less
More
- Posts: 180
- Thank you received: 43
18 Aug 2021 17:22 - 18 Aug 2021 17:23 #218081
by NoJo
Replied by NoJo on topic Developments on my Home built 5C CNC Lathe - new spindle and progress on the ATC
The ATC underwent some re-design...
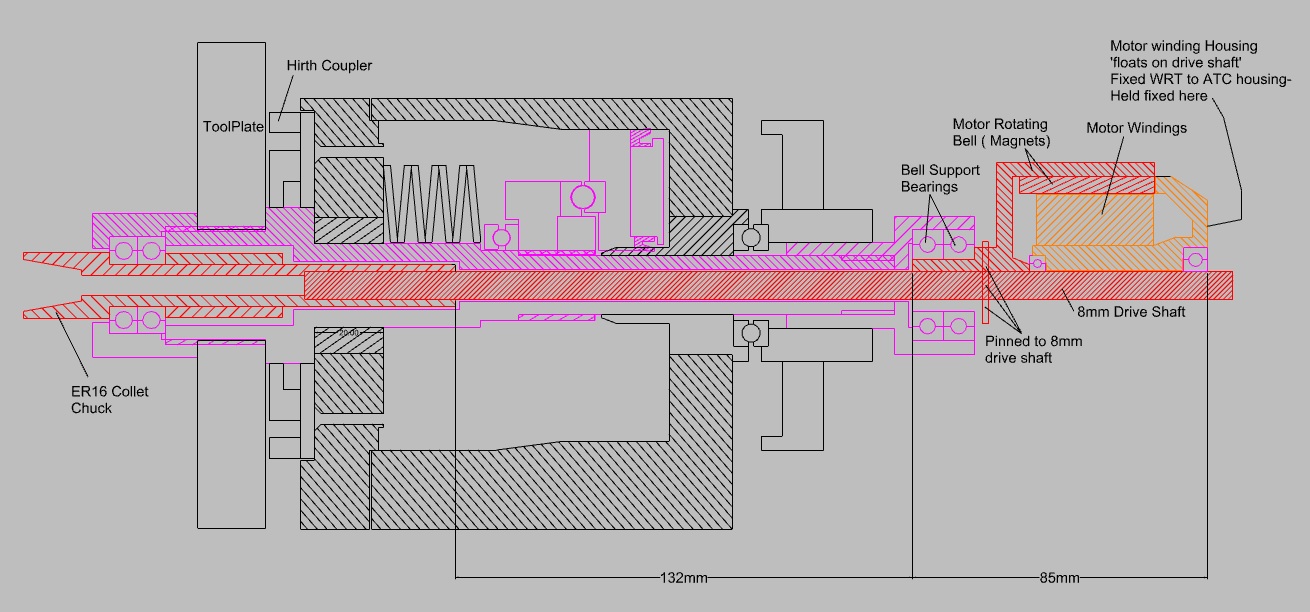
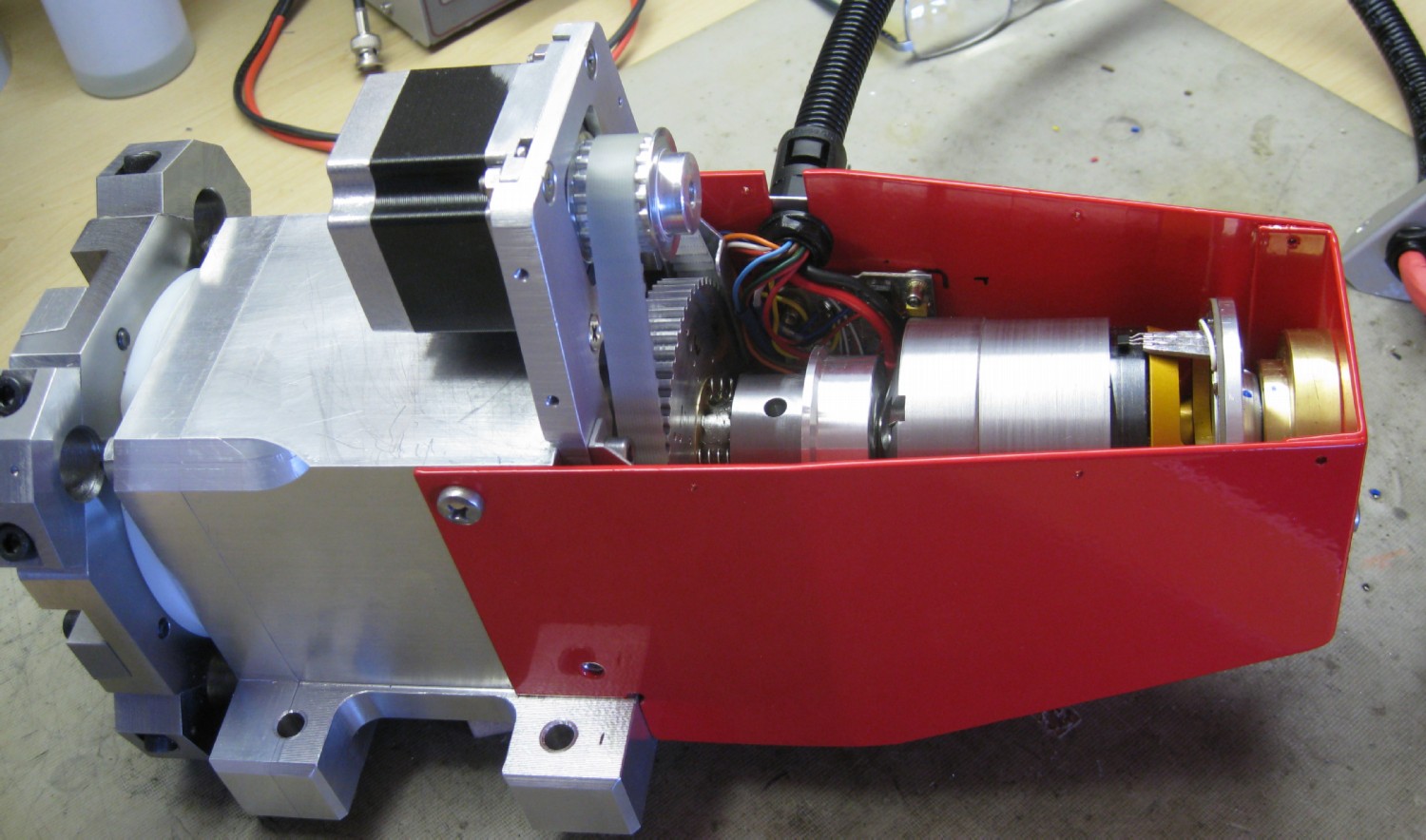
The ATC design itself seems sound, but since it has to co-exist with some sort of live tooling, a re-think required some changes. The Live tooling I have in mind are two milling spindles , each an ER16 collet spindle, one in lathe axis and one at 90deg. In axis would allow workpiece end milling, milling a HEX head, for example, while the 90deg spindle would allow milling of keyways, spirals, or threads with a large pitch, etc, The 90deg spindle is reasonably easy to cater for and place on the X slide, without great risk of crashes. The inline spindle is problematic, and I could not model a scenario that I was comfortable with.
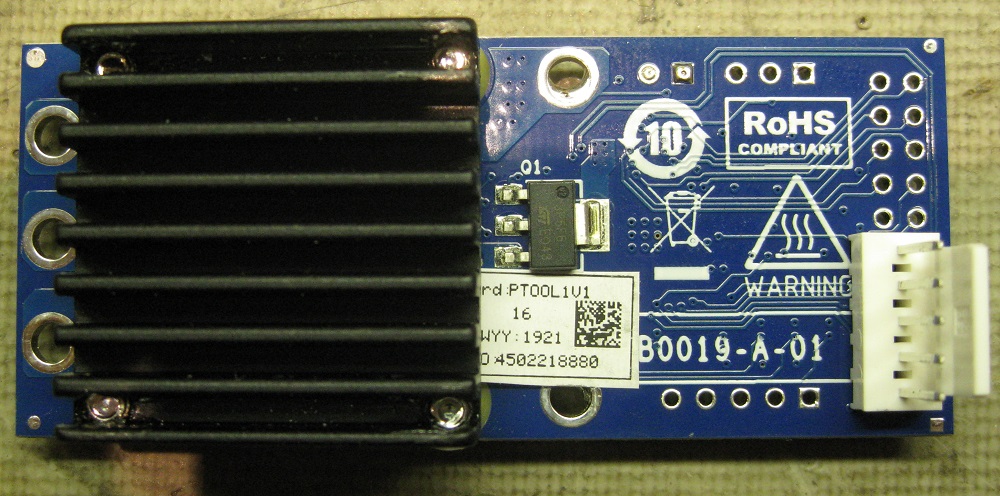
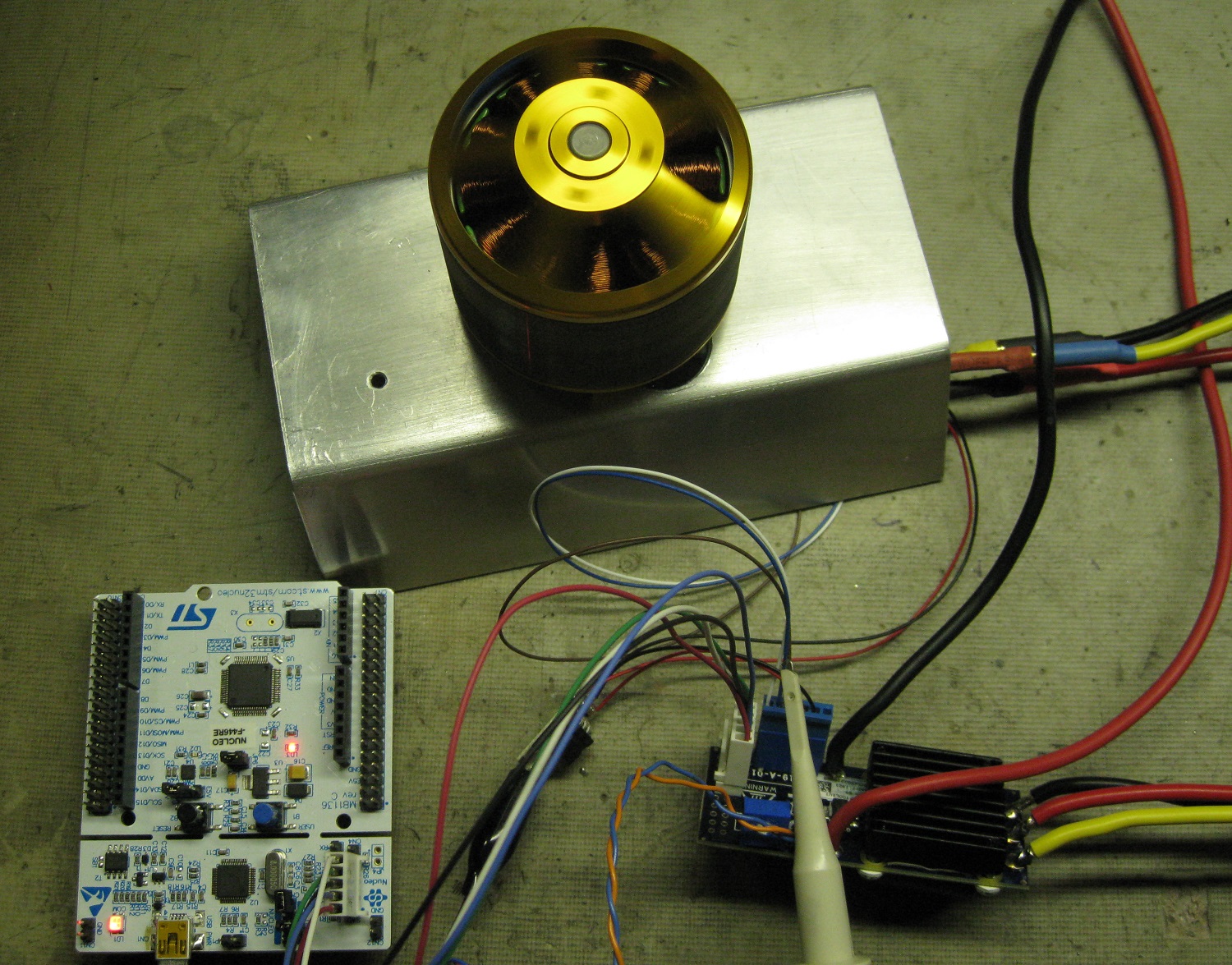
So I decided to make the spindle co-axial with the ATC main shaft, with a large BLDC motor driving the spindle through the ATC main shaft. That meat a new main shaft, etc, hence the long gap in posts...Anyway, the design work is done, and I have started all the machining. Also made up a nice BLDC driver module, based on an ST development board. Drives the BLDC motor from 0 to 6000RPM very nicely. I fitted 3 Hall sensors to the motor for the 6Step FOC control, and it works very well. The torque is unbelievable! A leather gloved hand onto the out-runner case at 2000RPM quickly brings 16amps at 45VDC supply, a drop of 90rpm at that load, and very quickly a very hot hand! The controller has a discrete input for on/off, and a DC input 0-3volt for 0-6000RPM, to be driven by LCNC, if I can get that right!
The BLDC Controller module
The ATC design itself seems sound, but since it has to co-exist with some sort of live tooling, a re-think required some changes. The Live tooling I have in mind are two milling spindles , each an ER16 collet spindle, one in lathe axis and one at 90deg. In axis would allow workpiece end milling, milling a HEX head, for example, while the 90deg spindle would allow milling of keyways, spirals, or threads with a large pitch, etc, The 90deg spindle is reasonably easy to cater for and place on the X slide, without great risk of crashes. The inline spindle is problematic, and I could not model a scenario that I was comfortable with.
So I decided to make the spindle co-axial with the ATC main shaft, with a large BLDC motor driving the spindle through the ATC main shaft. That meat a new main shaft, etc, hence the long gap in posts...Anyway, the design work is done, and I have started all the machining. Also made up a nice BLDC driver module, based on an ST development board. Drives the BLDC motor from 0 to 6000RPM very nicely. I fitted 3 Hall sensors to the motor for the 6Step FOC control, and it works very well. The torque is unbelievable! A leather gloved hand onto the out-runner case at 2000RPM quickly brings 16amps at 45VDC supply, a drop of 90rpm at that load, and very quickly a very hot hand! The controller has a discrete input for on/off, and a DC input 0-3volt for 0-6000RPM, to be driven by LCNC, if I can get that right!
The BLDC Controller module
Attachments:
Last edit: 18 Aug 2021 17:23 by NoJo.
The following user(s) said Thank You: COFHAL, Aciera
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19879
- Thank you received: 4644
26 Aug 2021 21:41 #218827
by andypugh
Replied by andypugh on topic Developments on my Home built 5C CNC Lathe - new spindle and progress on the ATC
That's an interesting idea, and I am surprised it isn;t seen more often.
The following user(s) said Thank You: COFHAL
Please Log in or Create an account to join the conversation.
- NoJo
- Offline
- Elite Member
-
Less
More
- Posts: 180
- Thank you received: 43
17 Sep 2021 07:02 - 17 Sep 2021 07:18 #220862
by NoJo
Replied by NoJo on topic Developments on my Home built 5C CNC Lathe - new spindle and progress on the ATC
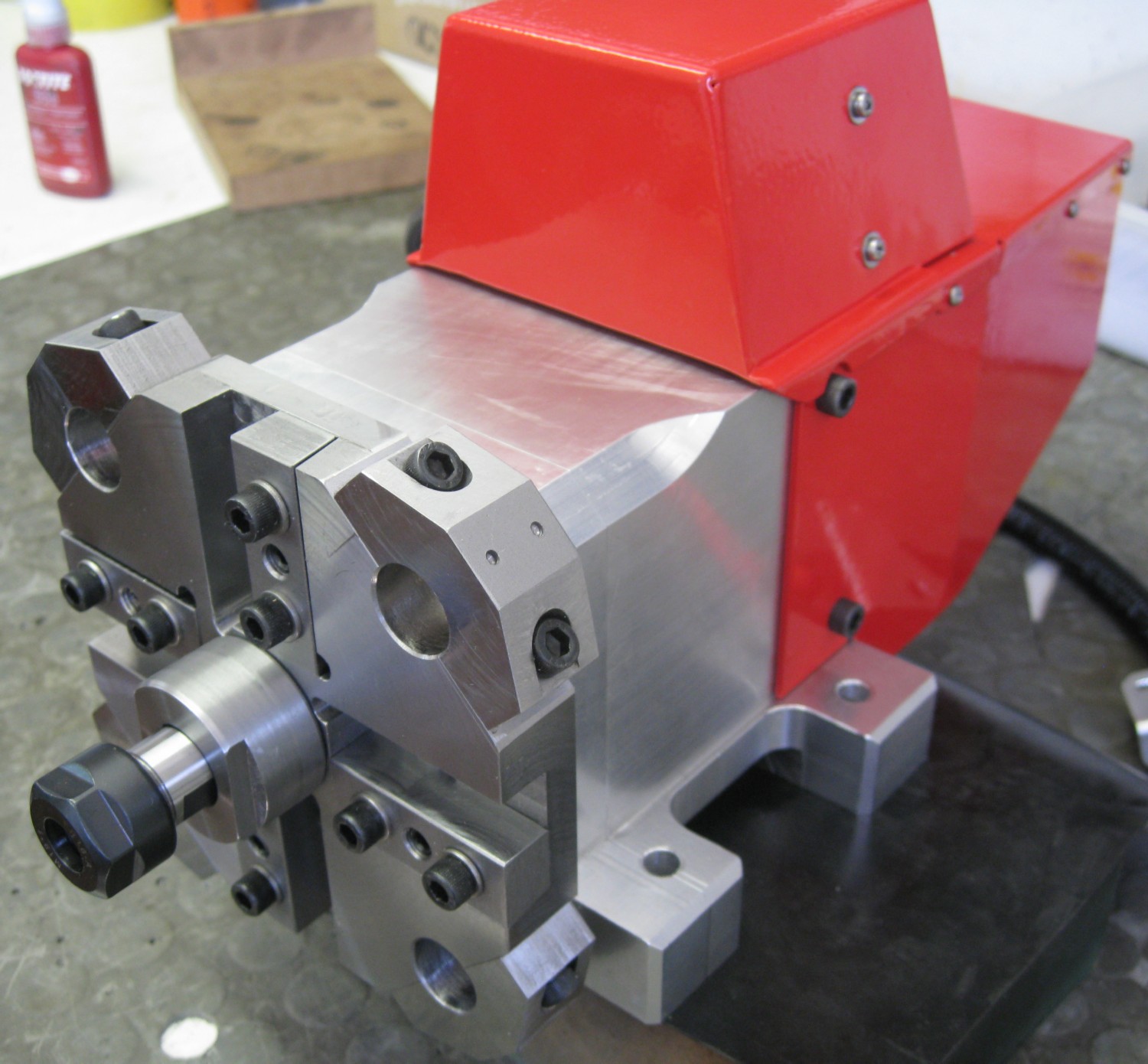
Well, the ATC is complete - or at least all the mechanical work, wiring and electronics is..I have tested it all to the extent possible with a Nucleo uP and some hack software. The Toolplate extension works well with 105psi air pressure, the stepper turns the toolplate fine, and the live spindle works very nicely. Now to get it all running under LinuxCNC...Busy doing a component for it, and as the C axis was, even with 99% assistance from Andy, a very daunting task for me! Trying to understand how parameters are passed from the G code file, to LinuxCNC, to the component, etc....much digging!
The toolchanger operation is quite simple.
A discrete from the 7i76 to activate Air pressure.
Then wait for the extended sensor to activate a discrete to the 7i76, indicating extended.
Then drive the stepper ( via 4th stepgen in 7i76) to the desired tool position, which is indicated by a 3 bit binary code read by the 7i76, together with a strobe or validity bit - this bit is only valid when the 3 position bits are valid and the data may then be read and used.
When in position, the air pressure discrete is cleared, and when the extended bit is cleared after retracting, we are ready to continue machining..
The live spindle BLDC motor is to be driven by the SPINDLE I/O (TB4) on the 7i76 ( I hope..).
There is a 'Power enable' discrete to the BLDC motor controller, and a 'Spindle_RUN' discrete, both from the 7i76-TB4 I/O - activate both, and then the analogue ( 0-5V) output ( that would feed a VFD in conventional spindle drive) is the speed control signal to the BLDC controller.
Attached is a G_code file generated by eCam4.1 - this is the conversational CAM package I hope to use to create C_axis related G-code operations. Seems to work well, but still has to cut metal..
This file should cut a hexagon shape ( bolt head style) on the end of a round bar using a 5mm endmill.
Some pics of the completed unit:
The toolchanger operation is quite simple.
A discrete from the 7i76 to activate Air pressure.
Then wait for the extended sensor to activate a discrete to the 7i76, indicating extended.
Then drive the stepper ( via 4th stepgen in 7i76) to the desired tool position, which is indicated by a 3 bit binary code read by the 7i76, together with a strobe or validity bit - this bit is only valid when the 3 position bits are valid and the data may then be read and used.
When in position, the air pressure discrete is cleared, and when the extended bit is cleared after retracting, we are ready to continue machining..
The live spindle BLDC motor is to be driven by the SPINDLE I/O (TB4) on the 7i76 ( I hope..).
There is a 'Power enable' discrete to the BLDC motor controller, and a 'Spindle_RUN' discrete, both from the 7i76-TB4 I/O - activate both, and then the analogue ( 0-5V) output ( that would feed a VFD in conventional spindle drive) is the speed control signal to the BLDC controller.
Attached is a G_code file generated by eCam4.1 - this is the conversational CAM package I hope to use to create C_axis related G-code operations. Seems to work well, but still has to cut metal..
This file should cut a hexagon shape ( bolt head style) on the end of a round bar using a 5mm endmill.
Some pics of the completed unit:
Attachments:
Last edit: 17 Sep 2021 07:18 by NoJo.
The following user(s) said Thank You: tommylight, tivoi
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-
Less
More
- Posts: 21760
- Thank you received: 7435
17 Sep 2021 14:03 #220893
by tommylight
Replied by tommylight on topic Developments on my Home built 5C CNC Lathe - new spindle and progress on the ATC
Beautiful ! ")
Please Log in or Create an account to join the conversation.
- NoJo
- Offline
- Elite Member
-
Less
More
- Posts: 180
- Thank you received: 43
17 Sep 2021 14:16 #220896
by NoJo
Replied by NoJo on topic Developments on my Home built 5C CNC Lathe - new spindle and progress on the ATC
Thank You!
Having a hard time with HAL and ATC components though - have to turn this thing into more than just an ornament in the workshop...
Having a hard time with HAL and ATC components though - have to turn this thing into more than just an ornament in the workshop...
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- tommylight
-
- Away
- Moderator
-
Less
More
- Posts: 21760
- Thank you received: 7435
17 Sep 2021 14:35 #220902
by tommylight
Replied by tommylight on topic Developments on my Home built 5C CNC Lathe - new spindle and progress on the ATC
Advice:
Whenever you feel like everything is to complicated, go out and get a coffee. When you get back it will be easier.
I recall my first ATC, damn seemed like the end of the world.
What exactly is causing you headbangings ?
Whenever you feel like everything is to complicated, go out and get a coffee. When you get back it will be easier.
I recall my first ATC, damn seemed like the end of the world.
What exactly is causing you headbangings ?
Please Log in or Create an account to join the conversation.
- Other Stuff
- Show Your Stuff
- Developments on my Home built 5C CNC Lathe - new spindle and progress on the ATC
Time to create page: 0.700 seconds