[ Vfdmod ] An easy VFD control over MODBUS RTU
- RobC
- Offline
- Junior Member
-

Less
More
- Posts: 26
- Thank you received: 5
09 Feb 2023 16:10 - 09 Feb 2023 16:27 #264144
by RobC
Replied by RobC on topic [ Vfdmod ] An easy VFD control over MODBUS RTU
Vfdmod doesn't appear to support 04 functions. But yes, according to the manual you would be able to use 04 to read the registers.
# Function code:
# 0x01 - read coils.
# 0x03 - read holding registers (default).
# Function code:
# 0x06 - write single register (default).
# 0x10 - write multiple registers.
# 0x05 - write single coil.
# 0x0F - write multiple coils.
Last edit: 09 Feb 2023 16:27 by RobC.
Please Log in or Create an account to join the conversation.
- SrLange61
-

- Offline
- Junior Member
-
Less
More
- Posts: 39
- Thank you received: 5
13 Feb 2023 05:13 - 13 Feb 2023 05:29 #264404
by SrLange61
Replied by SrLange61 on topic [ Vfdmod ] An easy VFD control over MODBUS RTU
Had some time lately to play with the CNC. I cant get my DZB200 to go into rev. I tried the negative command value by compiling the program and it works but still in the forward direction. The rev light goes on then back to forward . Its been good to use my old C skills but I haven't solved anything. Well I don’t need rev but I would be nice the have it working for someone else.Debug txt below If any one wishes to look,Thankssrl
Last edit: 13 Feb 2023 05:29 by SrLange61.
Please Log in or Create an account to join the conversation.
- SkyMoCo
- Offline
- Junior Member
-
Less
More
- Posts: 33
- Thank you received: 4
24 Feb 2023 02:30 - 24 Feb 2023 02:33 #265196
by SkyMoCo
Replied by SkyMoCo on topic [ Vfdmod ] An easy VFD control over MODBUS RTU
Thanks Rob. I am pretty close with my H100 VFD. I have everything set "correctly" as far as I am able to tell, but I have one issue. I cannot get the RPM above 4000. I don't have a tach, but the spindle seems to be turning at the 4000 rpm indicated. Spindle turns on and off, and I can slow it down, but I cannot go faster. (It works fine in manual mode).
Screen shot and config attached.
Screen shot and config attached.
Last edit: 24 Feb 2023 02:33 by SkyMoCo. Reason: Clarify that actual spindle speed appears to be what it reads.
Please Log in or Create an account to join the conversation.
- RobC
- Offline
- Junior Member
-
Less
More
- Posts: 26
- Thank you received: 5
24 Feb 2023 18:45 #265262
by RobC
Replied by RobC on topic [ Vfdmod ] An easy VFD control over MODBUS RTU
I would look at the vfd itself. Look at F014-F021 - mine are all set to 5.00. If these are too high it won't get to the target speed. I had this issue and I *think* it was the accel settings that straightened it out.
Please Log in or Create an account to join the conversation.
- SkyMoCo
- Offline
- Junior Member
-
Less
More
- Posts: 33
- Thank you received: 4
24 Feb 2023 23:19 #265289
by SkyMoCo
Replied by SkyMoCo on topic [ Vfdmod ] An easy VFD control over MODBUS RTU
Mine are all set to 5.00 so it has to be something else.
Register Setting
1 2
2 2
3 400
4 400
5 400
6 10
7 .5
8 110
9 15
10 5
11 20
12 1
13 0
14 10
15 10
16 5
17 5
18 5
19 5
20 5
21 5
Register Setting
1 2
2 2
3 400
4 400
5 400
6 10
7 .5
8 110
9 15
10 5
11 20
12 1
13 0
14 10
15 10
16 5
17 5
18 5
19 5
20 5
21 5
Please Log in or Create an account to join the conversation.
- RobC
- Offline
- Junior Member
-
Less
More
- Posts: 26
- Thank you received: 5
25 Feb 2023 17:47 #265336
by RobC
Replied by RobC on topic [ Vfdmod ] An easy VFD control over MODBUS RTU
It's setting 7 - change this from .5 to 50. I was just testing some different settings and this is the one that made the actual difference.
There are a few other settings we have different. 14 and 15 make a noticeable difference in accel and decel times / speed, others are not really noticed at all.
6 - 15
9 - 40
11 - 50
14 - 5
15 - 5
There are a few other settings we have different. 14 and 15 make a noticeable difference in accel and decel times / speed, others are not really noticed at all.
6 - 15
9 - 40
11 - 50
14 - 5
15 - 5
Please Log in or Create an account to join the conversation.
- SkyMoCo
- Offline
- Junior Member
-
Less
More
- Posts: 33
- Thank you received: 4
25 Feb 2023 18:07 #265337
by SkyMoCo
Replied by SkyMoCo on topic [ Vfdmod ] An easy VFD control over MODBUS RTU
I changed them all to match yours and still have the issue. Maybe I am not describing it well. When I bring up the Axis gui, and press on the spindle forward icon, it goes to 3996 and will not go any faster. Is this a linuxcnc setting or still something on my VFD?
I do appreciate your help, when I get this working I'll document all my settings and upload it.
I do appreciate your help, when I get this working I'll document all my settings and upload it.
Please Log in or Create an account to join the conversation.
- RobC
- Offline
- Junior Member
-
Less
More
- Posts: 26
- Thank you received: 5
25 Feb 2023 20:34 #265347
by RobC
Replied by RobC on topic [ Vfdmod ] An easy VFD control over MODBUS RTU
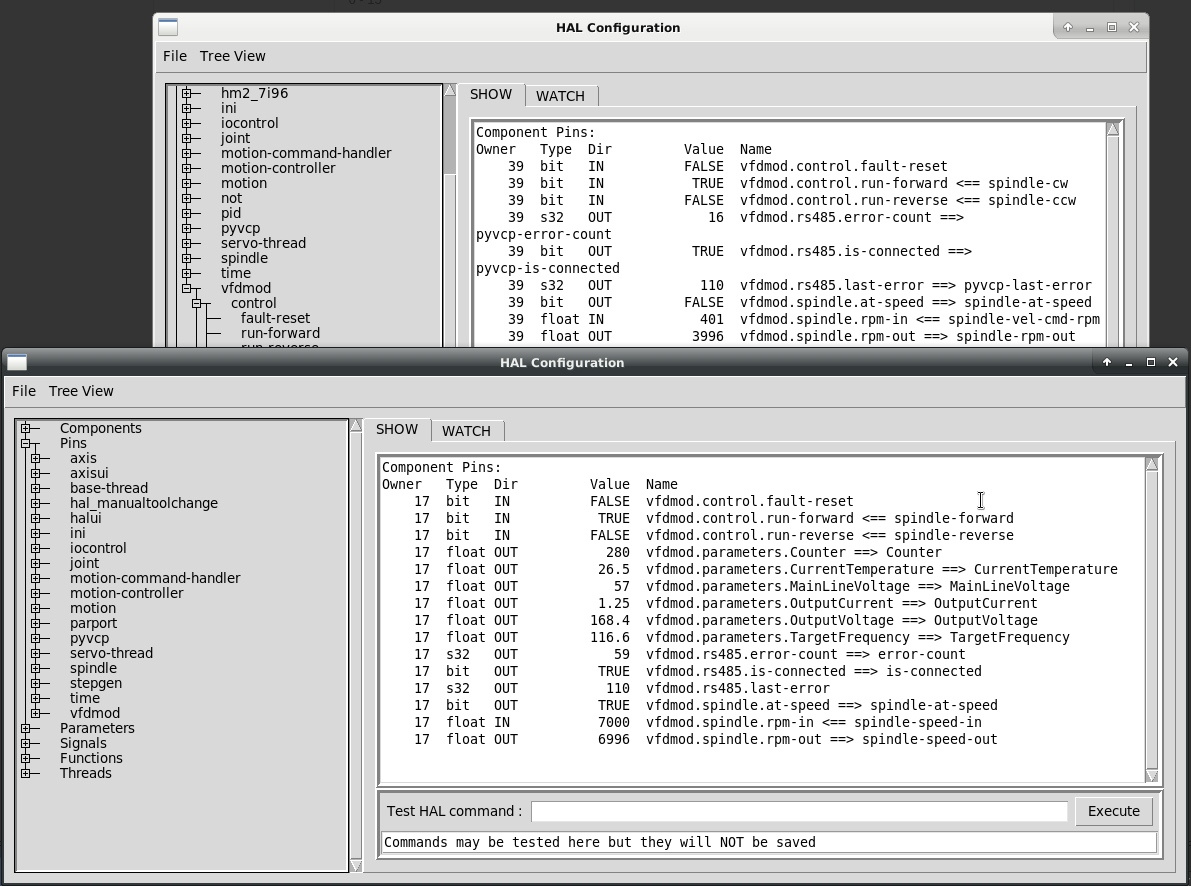
The screenshot shows some of the different vfdmod settings / syntax that we have, along with the different rpm in / out / spindle-at-speed values. To get your 3996 rpm out and 401 rpm in, did you click the spindle + button in axis, or do an MDI command? Try to doing M3 S6000 and see what those values say then.
Then the attached file shows all of your spindle related settings, with my spindle related settings below (with the // in front). These are spread over different files but I have pasted all into one so it's easier to see. Your main ini and vfdmod ini files seem to be fine, so I am thinking the problem lies in these vfdmod net settings.
Then the attached file shows all of your spindle related settings, with my spindle related settings below (with the // in front). These are spread over different files but I have pasted all into one so it's easier to see. Your main ini and vfdmod ini files seem to be fine, so I am thinking the problem lies in these vfdmod net settings.
Attachments:
Please Log in or Create an account to join the conversation.
- SkyMoCo
- Offline
- Junior Member
-
Less
More
- Posts: 33
- Thank you received: 4
25 Feb 2023 21:15 #265352
by SkyMoCo
Replied by SkyMoCo on topic [ Vfdmod ] An easy VFD control over MODBUS RTU
I was doing a S6000 and F9. When I do a M3 S6000 (or whatever speed) it works!!! I guess I just assumed that F9 did the same as a M3.
Are our net settings different due to different linuxcnc versions? I'm at 2.8 but I could upgrade to 2.9.
I do get an 100 error now and then, should I adjust the baud rate or protocol delay?
vfdmod: setting control word value to 0 (0x0000)...
[0ERROR Connection timed out: select
1][06][02][00][00][00][88][72]
Waiting for a confirmation...
<01><06><02><00><00><00><88><72>
Are our net settings different due to different linuxcnc versions? I'm at 2.8 but I could upgrade to 2.9.
I do get an 100 error now and then, should I adjust the baud rate or protocol delay?
vfdmod: setting control word value to 0 (0x0000)...
[0ERROR Connection timed out: select
1][06][02][00][00][00][88][72]
Waiting for a confirmation...
<01><06><02><00><00><00><88><72>
Please Log in or Create an account to join the conversation.
- RobC
- Offline
- Junior Member
-
Less
More
- Posts: 26
- Thank you received: 5
25 Feb 2023 21:45 #265359
by RobC
Replied by RobC on topic [ Vfdmod ] An easy VFD control over MODBUS RTU
My linuxcnc version is 2.8.4 and is sort of stalled out since I run a parport / rtai combo. The mesa configurations are quite a bit different than what I have, so I would suspect its just that.
As far as errors go, I get a number of errors just as a matter of course. As long as the vfd responds and the spindle does what it's supposed to, I don't worry about it.
As far as errors go, I get a number of errors just as a matter of course. As long as the vfd responds and the spindle does what it's supposed to, I don't worry about it.
Please Log in or Create an account to join the conversation.
Time to create page: 0.249 seconds