Pressbrake CNC Control Setup Questions
- andypugh
-

- Offline
- Moderator
-

- Posts: 19876
- Thank you received: 4642
Yes, I will need machine on/off
How would you like it to work? You get to decide
")
All things are possible, though if the machine automatically runs to top of travel when off, or always gets parked there, then there might be no need.As far as homing goes, now yet I was manuel homing with ram cylinder at top of stroke. Should I be adding a homing switch or is it possible to home off of encoder index?
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
- Posts: 19876
- Thank you received: 4642
Is it an index pulse, or high for half the scale and low for the other half?
Basically homing would need to be added to the press component, as an extra few states in the state machine.
Do you actually have a backstop? Does that also need homing?
Please Log in or Create an account to join the conversation.
- EW_CNC
-
 Topic Author
Topic Author
- Offline
- Premium Member
-

- Posts: 116
- Thank you received: 33
I was not working on that part of the connection yet.
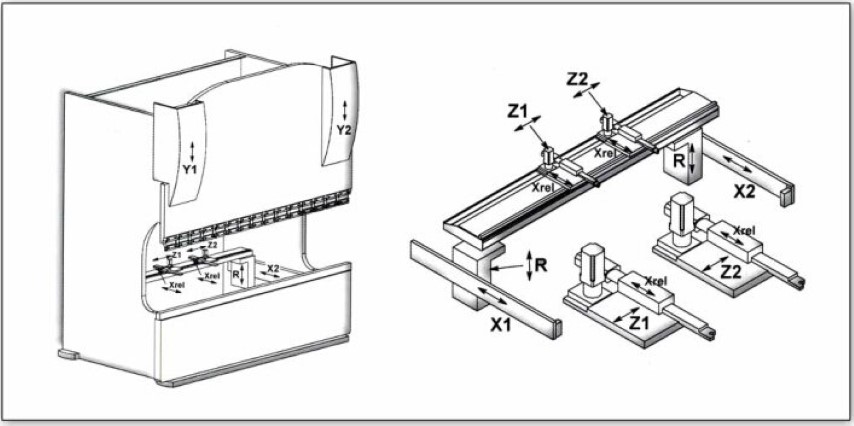
As an extra twist, the backstop is two axis. One axis for bend length and one axis for raising the stop up and down.
Both axis have homing switches.
Is it an industry standard to have Y axis for the ram, X axis for the bend length, and R axis for raising and lowering the backstop?
Attachments:
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
- Posts: 19876
- Thank you received: 4642
Is it an industry standard to have Y axis for the ram, X axis for the bend length, and R axis for raising and lowering the backstop?
It doesn't really matter, as this config makes no use of G-code. But we can change the pin names if you want.
Would it be usual to lower "R" then adjust X1, X2, Z1 and Z2? I can see we need more table columns.
Please Log in or Create an account to join the conversation.
- EW_CNC
-
Topic Author
- Offline
- Premium Member
-
- Posts: 116
- Thank you received: 33
andypugh wrote:How would you like it to work? You get to decide
I'll need a machine on/off button. I'm used to the axis gui. Do I need the estop button?
I have a physical estop button right at the controls.
Which encoder do you have? One with distance coding or single index in mid-travel?
Is it an index pulse, or high for half the scale and low for the other half?
I attached encoder pdf in previous post.
The encoder counts down (negative) as the ram moves down.
I believe it has single index in mid travel.
Would it be usual to lower "R" then adjust X1, X2, Z1 and Z2? I can see we need more table columns.
My pressbrake does not have the Z axis, only a single X and R
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
- Posts: 19876
- Thank you received: 4642
andypugh wrote:How would you like it to work? You get to decide
I'll need a machine on/off button. I'm used to the axis gui. Do I need the estop button?
I have a physical estop button right at the controls.
It's up to you. How about drawing a mockup of what you think that the UI should look like?
Which encoder do you have? One with distance coding or single index in mid-travel?
Is it an index pulse, or high for half the scale and low for the other half?
I attached encoder pdf in previous post.[/quote]
Yes, the PDF describes two different styles of index.
Do you want it to? It's simple to change the scale factor of the hm2 encoder.The encoder counts down (negative) as the ram moves down.
Slightly tricky, possibly. How can the system tell which way to go to find the index? (if it's a half-on / half-off track then it is easy)I believe it has single index in mid travel.
Would it be usual to lower "R" then adjust X1, X2, Z1 and Z2? I can see we need more table columns.
My pressbrake does not have the Z axis, only a single X and R
Is R just up/down, or variable?
Please Log in or Create an account to join the conversation.
- Clive S
- Offline
- Platinum Member
-

- Posts: 2204
- Thank you received: 486
Please Log in or Create an account to join the conversation.
- tommylight
-

- Offline
- Moderator
-
- Posts: 21736
- Thank you received: 7427
No pictures = never happened !I am watching this with interest as I have the friends that is building one.
Please Log in or Create an account to join the conversation.
- Clive S
- Offline
- Platinum Member
-
- Posts: 2204
- Thank you received: 486
No pictures = never happened !I am watching this with interest as I have the friends that is building one.
Tom are you doubting me.

This is an old pic.
photos.app.goo.gl/SPRQ9TTxBL8thX6e8
Please Log in or Create an account to join the conversation.
- tommylight
-
- Offline
- Moderator
-
- Posts: 21736
- Thank you received: 7427
So i still insist it never happened!
Please Log in or Create an account to join the conversation.