1982 Matsuura MC-500v Retrofit
- skunkworks
- Away
- Moderator
-

Less
More
- Posts: 350
- Thank you received: 153
14 Feb 2017 15:36 #87954
by skunkworks
Replied by skunkworks on topic 1982 Matsuura MC-500v Retrofit
The carousel component works very well with this changer. (does the homing and everthing when the first tool is selected)
I will post my configs. The tool changer ladder is pretty basic so far. I don't have much error recovery. (I was planning on making a tab in axis that allows you to poke the various controls.)
sam
I will post my configs. The tool changer ladder is pretty basic so far. I don't have much error recovery. (I was planning on making a tab in axis that allows you to poke the various controls.)
sam
The following user(s) said Thank You: chopper79
Please Log in or Create an account to join the conversation.
- chopper79
-
 Topic Author
Topic Author
- Offline
- Elite Member
-

Less
More
- Posts: 193
- Thank you received: 44
15 Feb 2017 06:20 - 15 Feb 2017 06:28 #87984
by chopper79
Replied by chopper79 on topic 1982 Matsuura MC-500v Retrofit
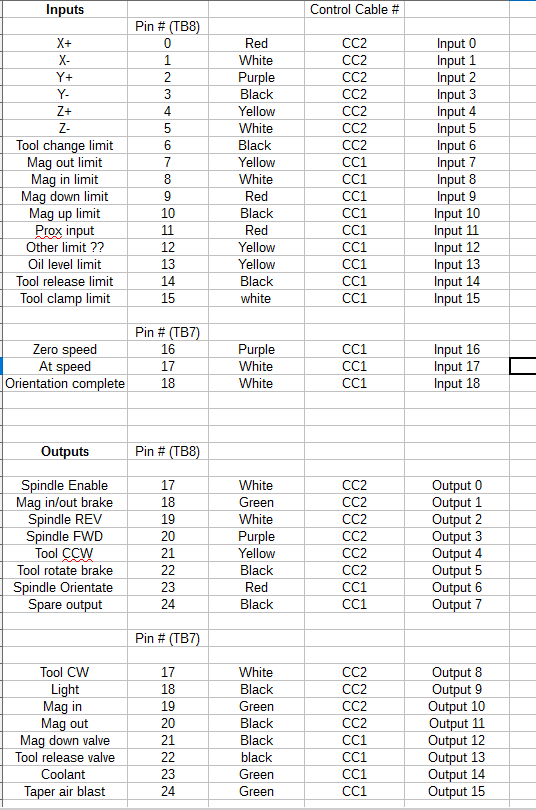
All I/O are connected to the 7i77. Also manually tested all outputs and all functions of mill work as expected. Here is the list of I/O that is needed for the Matsuura MC-500v2( Focus on the columns A and B )
You can assign the pins to what ever you feel, but his is just how mine laid out for me. This is mainly just so anybody can see how many inputs and outputs were needed to make all functions work. Mind you that this is only showing the inputs and outputs. You still have encoders, servos drives, mpg, etc, etc.
If I remember to do so I will post a file that shows where everything was connected to the 7i77 once I am finished.
You can assign the pins to what ever you feel, but his is just how mine laid out for me. This is mainly just so anybody can see how many inputs and outputs were needed to make all functions work. Mind you that this is only showing the inputs and outputs. You still have encoders, servos drives, mpg, etc, etc.
If I remember to do so I will post a file that shows where everything was connected to the 7i77 once I am finished.
Last edit: 15 Feb 2017 06:28 by chopper79.
Please Log in or Create an account to join the conversation.
- chopper79
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 193
- Thank you received: 44
21 Feb 2017 03:06 - 21 Feb 2017 03:10 #88415
by chopper79
Replied by chopper79 on topic 1982 Matsuura MC-500v Retrofit
Not much to update right now.....
I have been working on the ATC and this is the first time using classic ladder. A painful process to learn I think, but once you get the feel for it...wow. I was able to get a tool change to happen, but running into some errors. These errors are:
1) only can do one tool change then have to restart LCNC to do another tool change.
2) When I tool change to Tool 1 it is seen as Tool 1, then if I change to any other tool it is 1 pocket off. (T9 change = T8 pocket)
Not sure what is happening there. I am going to start a new classic ladder as this one was to get my feet wet in the classic ladder world. If you have not done anything with classic ladder and are slow to catch on to its logic then get a shovel and tall boots. Once you get start to understand then its is actually kinda fun. I will update more when I get the new ladder finished and working well.
Here are some resources I have used while going through the process.
Carousel
Classic Ladder
Halui
IOcontrol
Classic Ladder Tutorial
A quick video on how to make your first little connection in CL by JT-Shop. This right here is what got me going. Much thanks goes out to the gentlemen that made this video and to all the individuals who put up with my dumb questions and issues during the process.
I have been working on the ATC and this is the first time using classic ladder. A painful process to learn I think, but once you get the feel for it...wow. I was able to get a tool change to happen, but running into some errors. These errors are:
1) only can do one tool change then have to restart LCNC to do another tool change.
2) When I tool change to Tool 1 it is seen as Tool 1, then if I change to any other tool it is 1 pocket off. (T9 change = T8 pocket)
Not sure what is happening there. I am going to start a new classic ladder as this one was to get my feet wet in the classic ladder world. If you have not done anything with classic ladder and are slow to catch on to its logic then get a shovel and tall boots. Once you get start to understand then its is actually kinda fun. I will update more when I get the new ladder finished and working well.
Here are some resources I have used while going through the process.
Carousel
Classic Ladder
Halui
IOcontrol
Classic Ladder Tutorial
A quick video on how to make your first little connection in CL by JT-Shop. This right here is what got me going. Much thanks goes out to the gentlemen that made this video and to all the individuals who put up with my dumb questions and issues during the process.
Last edit: 21 Feb 2017 03:10 by chopper79.
Please Log in or Create an account to join the conversation.
- chopper79
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 193
- Thank you received: 44
22 Feb 2017 05:31 #88482
by chopper79
Replied by chopper79 on topic 1982 Matsuura MC-500v Retrofit
Ok... today was a great success for the mill, myself, and my shop.
I have now completed the classic ladder for the ATC. The couple issues I was having previously were very small errors that I did and when I redid the CL I found them.
Look out for one thing on the carousel. You have two switches a switch for indexing tool one and a prox switch to sense each pocket. I was having an issue of being one pocket off on my tool changes, excluding #1 pocket as it was indexing there so it would always be correct. I could not figure out why this was happening, so I decided to play a bit. Found that I needed to invert the prox signal to make it work right. Now I am dead on pocket to pocket.
The other issue was needing to restart LCNC after every tool change. This was fixed by correcting a bit I set earlier and forgot to reset. Like I said the ATC issues were my own fault. Go slow and step by step and you will find your errors.
The ATC now works rock solid and I have built in some check points, so certain dependencies need met before certain things will function. One of those is the need to activate the TC position switches. This right here is a fail safe so no matter what happens if the Z axis is not contacting those switches the ladder will not function.
If you get the chance I would highly recommend that you take some time and learn CL. Use the links I posted earlier to get your learn on.
Here is a video of the first successful tool change and program run under full LCNC control.
I have now completed the classic ladder for the ATC. The couple issues I was having previously were very small errors that I did and when I redid the CL I found them.
Look out for one thing on the carousel. You have two switches a switch for indexing tool one and a prox switch to sense each pocket. I was having an issue of being one pocket off on my tool changes, excluding #1 pocket as it was indexing there so it would always be correct. I could not figure out why this was happening, so I decided to play a bit. Found that I needed to invert the prox signal to make it work right. Now I am dead on pocket to pocket.
The other issue was needing to restart LCNC after every tool change. This was fixed by correcting a bit I set earlier and forgot to reset. Like I said the ATC issues were my own fault. Go slow and step by step and you will find your errors.
The ATC now works rock solid and I have built in some check points, so certain dependencies need met before certain things will function. One of those is the need to activate the TC position switches. This right here is a fail safe so no matter what happens if the Z axis is not contacting those switches the ladder will not function.
If you get the chance I would highly recommend that you take some time and learn CL. Use the links I posted earlier to get your learn on.
Here is a video of the first successful tool change and program run under full LCNC control.
The following user(s) said Thank You: TheFabricatorAG
Please Log in or Create an account to join the conversation.
- chopper79
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 193
- Thank you received: 44
22 Feb 2017 05:37 #88483
by chopper79
Replied by chopper79 on topic 1982 Matsuura MC-500v Retrofit
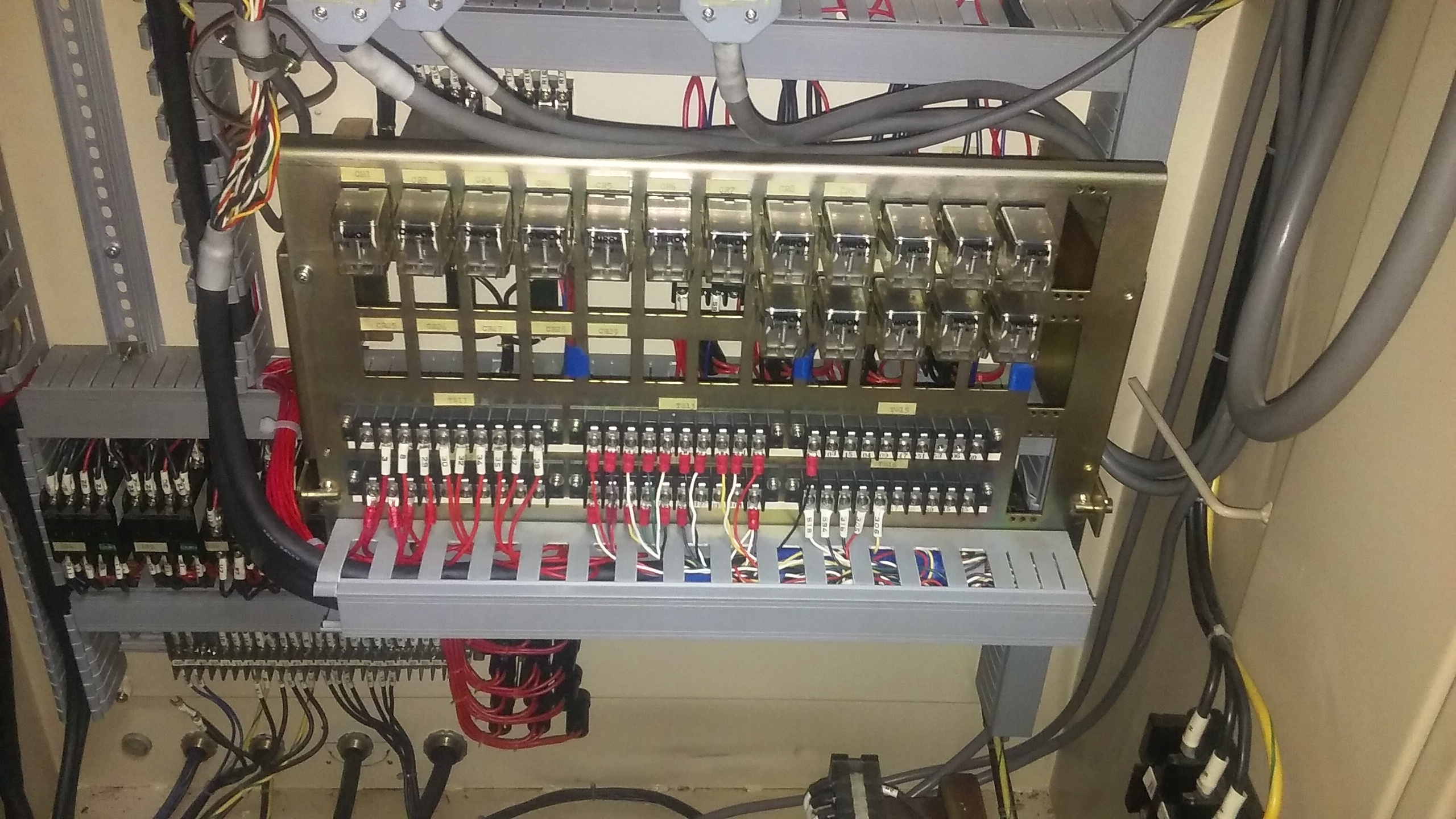
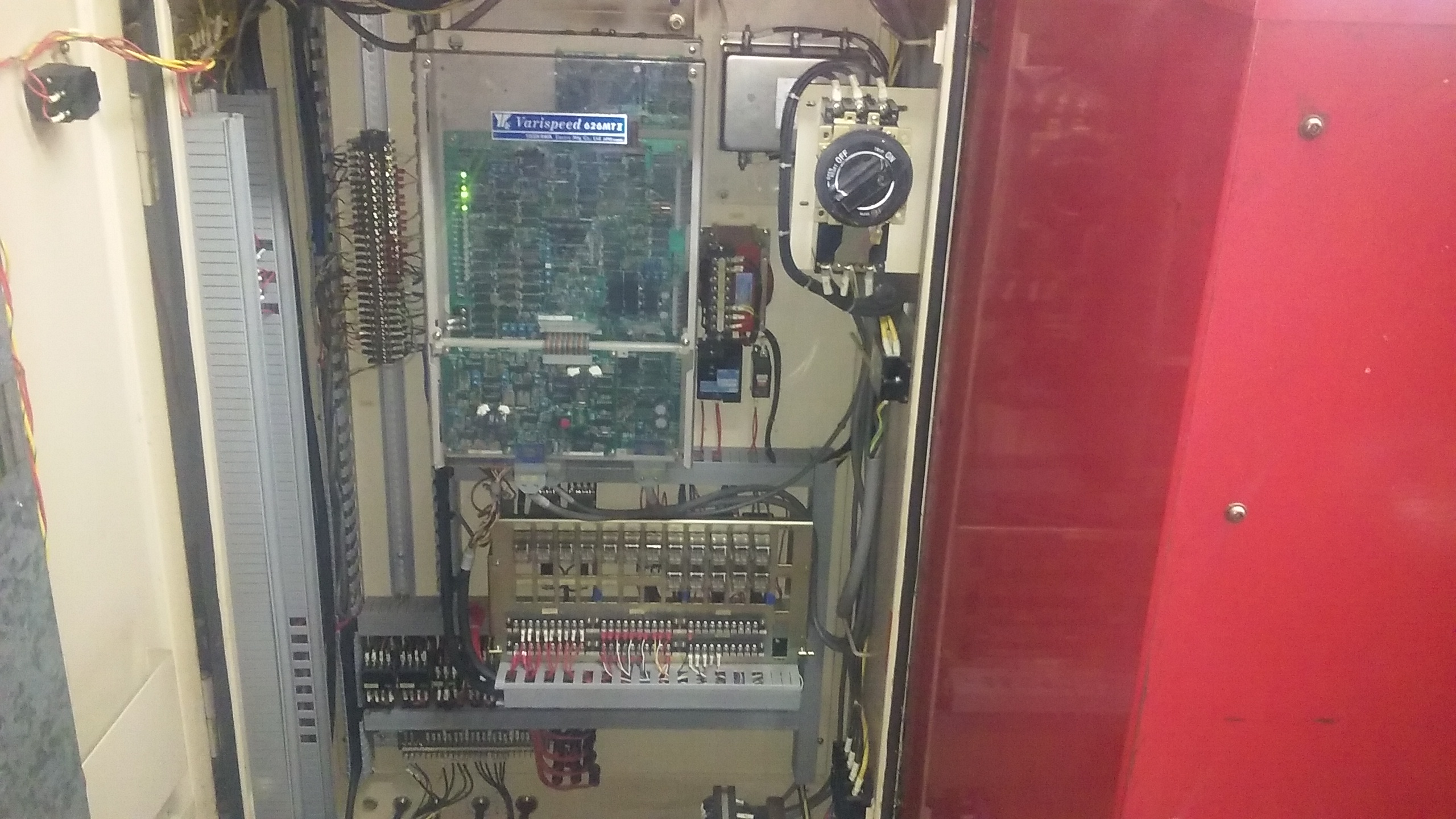
Quick pictures of one of the electrical cabinets. All finished up, just need a few cable carrier covers.
Please Log in or Create an account to join the conversation.
- chopper79
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 193
- Thank you received: 44
23 Feb 2017 12:39 - 24 Feb 2017 14:32 #88536
by chopper79
Replied by chopper79 on topic 1982 Matsuura MC-500v Retrofit
Going to start working on the DIY spindle encoder. I have been thinking about how to adapt a spare Yaskawa encoder I have here at the shop onto the spindle. Have not found any good ways to do it yet, so I may have to make the encoder using some pickups and a gear.
Another member on here with the same type of mill used a gear and it seems to work out very well. His build is here:
Skunkworks Build
I do not like to copy what others have done, but it seems he may have found the best option possible for adding an encoder to the spindle on this type of mill. Also really like how the encoder is added to the spindle cartridge. This will yield the most accurate rpm readings of the tool. If the encoder was mounted to the motor it is not as accurate of a reading of what the tool rpm actually is due to belts, gears, etc that may be involved. This mill has a simple drive and that is belts to connect motor to cartridge.
One of the things I am having trouble with is finding a reasonably priced steel gear of the right diameter. I have looked at MSC, McMaster, and the common places. I may just build a gear from scratch and then I can add more teeth to allow for more counts per revolution. The one in the build I linked above is using a 69 tooth gear. If I build my own I may be able to get a few more teeth in there.
Well now I have something to occupy my mind for the next day or two.....
Updates to come!
Another member on here with the same type of mill used a gear and it seems to work out very well. His build is here:
Skunkworks Build
I do not like to copy what others have done, but it seems he may have found the best option possible for adding an encoder to the spindle on this type of mill. Also really like how the encoder is added to the spindle cartridge. This will yield the most accurate rpm readings of the tool. If the encoder was mounted to the motor it is not as accurate of a reading of what the tool rpm actually is due to belts, gears, etc that may be involved. This mill has a simple drive and that is belts to connect motor to cartridge.
One of the things I am having trouble with is finding a reasonably priced steel gear of the right diameter. I have looked at MSC, McMaster, and the common places. I may just build a gear from scratch and then I can add more teeth to allow for more counts per revolution. The one in the build I linked above is using a 69 tooth gear. If I build my own I may be able to get a few more teeth in there.
Well now I have something to occupy my mind for the next day or two.....
Updates to come!
Last edit: 24 Feb 2017 14:32 by chopper79.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-
Less
More
- Posts: 19875
- Thank you received: 4642
23 Feb 2017 13:39 #88539
by andypugh
How about a cam pulley from a car engine?
Replied by andypugh on topic 1982 Matsuura MC-500v Retrofit
One of the things I am having trouble with is finding a reasonably priced steel gear of the right diameter.
How about a cam pulley from a car engine?
Please Log in or Create an account to join the conversation.
- chopper79
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 193
- Thank you received: 44
23 Feb 2017 14:01 #88540
by chopper79
Replied by chopper79 on topic 1982 Matsuura MC-500v Retrofit
I was thinking the same thing and was going to go to a junk yard to see what I could find that might work. Would the reduced amount of teeth cause an problems when it comes to tapping? I would think not but I would like there to be as many teeth as possible for increased ppr.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19875
- Thank you received: 4642
24 Feb 2017 13:13 #88581
by andypugh
Replied by andypugh on topic 1982 Matsuura MC-500v Retrofit
I have used a 50 tooth encoder with no problems.
The following user(s) said Thank You: chopper79
Please Log in or Create an account to join the conversation.
- chopper79
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 193
- Thank you received: 44
24 Feb 2017 13:46 #88583
by chopper79
That is good to know.... I will be going to the junk yard today to see what they have.
Replied by chopper79 on topic 1982 Matsuura MC-500v Retrofit
I have used a 50 tooth encoder with no problems.
That is good to know.... I will be going to the junk yard today to see what they have.
Please Log in or Create an account to join the conversation.
Time to create page: 0.304 seconds